



Beton z dodatkiem popiołu? Czy lepszy beton bez pyłów?
Jeżeli szukasz odpowiedzi na takie pytania, przeczytaj nasze opracowanie. Przekonasz się, że odpowiedź nie jest jednoznaczna!
Tekst jest częścią pracy inżynierskiej P. Daniel Olszowskiego. Wszelkie prawa autorskie zastrzeżone.
Wstęp
Produkcja materiałów wiążących, a w szczególności cementu, oparta jest na odróbce cieplnej surowców naturalnych, co stawia ją w czołówce konsumentów energii i jednocześnie emitentów gazów cieplarnianych. Fakt ten pozostaje dla Polski i Europy nie bez znaczenia w dobie coraz to niższych limitów narzucanych przepisami Unii Europejskiej.
Produkcja klinkieru portlandzkiego będącego głównym składnikiem większości cementów nie może odbyć się bez emisji CO2, co związane jest nie tylko z koniecznością spalania paliw, ale przede wszystkim z dekarbonatyzacją węglanu wapnia, co stanowi nieodzowny element tej technologii. Taka sytuacja zmusza do zastępowania klinkieru cementowego innymi składnikami o podobnych właściwościach hydraulicznych.
Najpopularniejszym nieklinkierowym składnikiem cementów jest granulowany żużel wielkopiecowy, którego popularność rośnie w ostatnich latach, czego skutkiem jest między innymi wzrost sprzedaży cementów z grupy CEM III. Niestety dostępność tego materiału, który jest produktem ubocznym produkcji stali z naturalnej rudy maleje ze względu na coraz większe znaczenie surowców pochodzących z recyklingu. Dalszy wzrost udziału składników nieklinkierowych w cemencie musi więc odbyć się za sprawą materiału innego niż żużel wielkopiecowy.
Obok składników hydraulicznych znaczącą rolę odgrywa grupa składników pucolanowych, reprezentowana w szczególności przez popioły lotne oraz pył krzemionkowy. Pomimo, że jest to dość obszerna grupa, ciągle trwają prace nad jej poszerzeniem o nowe materiały. Szczególną rolę odgrywają tutaj wszelkiego rodzaju odpady z innych gałęzi przemysłu, których wykorzystanie jest uzasadnione z ekologicznego i ekonomicznego punktu widzenia.
-
Część teoretyczna
-
Materiały pucolanowe
Materiały pucolanowe zawierają w swoim składzie aktywną krzemionkę, która w temperaturze normalnej w obecności wilgoci reaguje z wodorotlenkiem wapnia dając produkty o właściwościach hydraulicznych, przede wszystkim fazę C-S-H. Aktywność krzemionki związana jest ściśle z jej postacią amorficzną oraz dostatecznym rozdrobnieniem, ponieważ krystaliczna lub gruboziarnista krzemionka jest bardzo słabo reaktywna. Te cechy pozwalają reagować z wodorotlenkiem wapniowym pochodzącym z hydratacji cementu, tworząc trwałe hydrokrzemiany wapnia, podobne do tych powstających przy hydratacji cementu portlandzkiego. Ogólnie pucolany można podzielić na naturalne oraz sztuczne.
Pucolany naturalne to specyficzna grupa znajdująca zastosowanie tylko w nielicznych krajach takich jak Francja, Włochy czy Niemcy, gdzie produkowane są cementy pucolanowe na bazie pucolan naturalnych. Do tej grupy zalicza się pucolany naturalne pochodzenia wulkanicznego, gdzie wyróżnia się między innymi popioły wulkaniczne, pumeksy czy wszelkiego rodzaju tufy oraz pucolany pochodzenia organicznego jak ziemie okrzemkowe czy wypalaną glinę. Materiały te, ze względu na dostępność złóż, mają raczej znaczenie regionalne i nie będą omawiane w niniejszej pracy. Zdecydowanie większe znaczenie zyskała pucolana sztuczna na czele z popiołami lotnymi i pyłem krzemionkowym. Zużycie popiołów lotnych przez sam przemysł cementowy według STC wyniosło w 2012 roku ponad 1,8 mln ton[8] a trzeba pamiętać o tym, że materiał ten stosowany jest również jako dodatek do betonów. Zużycie wspomnianych popiołów lotnych czy pozostałych materiałów zaliczanych do pucolan sztucznych jest wielokrotnie mniejsze ze względu na mniejszą dostępność.
-
Popioły lotne
| Tab.2.Skład popiołu lotnego krzemionkowego ze spalania węgla kamiennego [9]. | |
| Składnik | Zawartość [% mas.] |
| Straty prażenia | 2÷9 |
| SiO2 | 45÷47 |
| Al2O | 18÷23 |
| Fe2O3 | 5÷12 |
| CaO | 1÷4 |
| MgO | 1÷2 |
| SO3 | 0,5÷2,5 |
| Na2O | 0,2÷2 |
| K2O | 1÷2,5 |
Popioły lotne stanowią stałą pozostałość ze spalania węgla, która wytrącana jest mechanicznie lub elektrostatycznie ze strumienia spalin. Jest to materiał o składzie zależnym od skały płonnej towarzyszącej spalanemu paliwu oraz warunków spalania. W polskim przemyśle cementowym w znakomitej większości wykorzystuje się popioły lotne krzemionkowe ze spalania węgla kamiennego, dlatego to właśnie one będą przedmiotem dalszych rozważań.
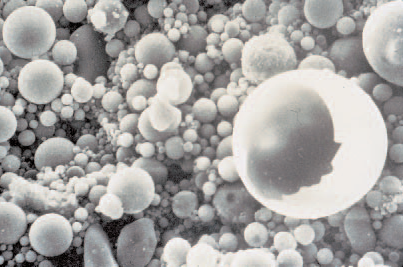
W tab.2 przedstawiono przeciętny skład chemiczny popiołów lotnych krzemionkowych. Jeżeli chodzi o aktywność chemiczną korzystne są tlenki SiO2 i Al2O3 które wykazują duże powinowactwo chemiczne do Ca(OH)2 z utworzeniem fazy C-S-H oraz glinianów. Z tego powodu zawartość reaktywnego SiO2 powyżej 25% jest wartością uznawaną przez PN-EN 197-1:2012 [10] za minimalną. Przeważająca część tego materiału - bo na ogół stanowiąca 80% - to faza szklista, resztę stanowią fazy krystaliczne takie jak kwarc, mullit, hematyt czy magnetyt. Ogólnie można powiedzieć, że faza szklista to szkło krzemionkowo-glinowo-potasowe wykazujące zmienną reaktywność w zależności od proporcji tlenków oraz obecności modyfikatorów. Składnikiem szkodliwym jest węgiel, którego ilość jest ograniczona przez polską normę cementową PN-EN 197-1:2012 [10] do 5% jako straty prażenia. Węgiel powoduje wizualne wady wykonywanych elementów w postaci ciemnych plam a ze względu na swoją wysoką reaktywność absorbuje domieszki chemiczne, generując problemy z ich dozowaniem. Bardzo groźnymi składnikami popiołów lotnych są MgO w postaci peryklazu oraz wolne CaO. Tlenki te poprzez niekorzystną ekspansję w stwardniałym zaczynie powodują powstanie rys a nawet zniszczenie betonu czy zaprawy. W tej chwili przez polskie normy ograniczana jest tylko zawartość wolnego CaO w popiołach lotnych krzemionkowych do 1%. Zawartość ekspansywnego MgO nie jest przedmiotem normy, natomiast przyjmuje się, że nie powinna przekraczać kilku procent. Oczywistym jest, że reaktywność popiołów lotnych wzrasta wraz ze stopniem rozdrobnienia, dlatego najlepsze właściwości osiąga cement z popiołami mielonymi osobno lub podawanymi do końcowej komory młyna. Uziarnienie popiołów lotnych wacha się od poniżej 1µm do 100 µm z powierzchnią właściwą 2500-6000 cm 2/g co przy kulistym pokroju ziaren (rys.2) i odpowiednim składzie daje dobre właściwości pucolanowe.
Do podstawowych zalet mieszanek z udziałem popiołów lotnych należy stosunkowo niskie ciepło twardnienia co przyczynia się do ograniczenia naprężeń cieplnych powstających szczególnie przy wykonywaniu elementów wielkogabarytowych. Kolejną istotną korzyścią ze stosowania tego składnika jest zwiększenie odporności na agresję chemiczną, poprzez wydatne zmniejszenie ilości Ca(OH) 2 i obniżenie porowatości otwartej stwardniałego zaczynu cementowego. Z powodu obniżenia ilości Ca(OH)2 w zaczynie cementowym zauważa się również obniżenie reaktywności takich zaczynów z kruszywem. Cechami, o których również należy wspomnieć, jest poprawa urabialności świeżych mieszanek przypisywana gładkości i „kulistości” ziarn materiału.
Obok zalet należy również wspomnieć o kilku wadach. Negatywną cechą może być w pewnych warunkach, wspomniane już, niskie ciepło hydratacji. Fakt niskiej emisji ciepła nasila się wraz z obniżeniem temperatury, co często eliminuje możliwość stosowania betonów i zapraw z popiołami w obniżonych temperaturach. Kolejnym zagrożeniem może być wspomniany już węgiel pochodzący z niecałkowitego spalania paliwa, który powoduje ciemne zabarwienie betonu pogarszając jego walory estetyczne. Konsekwencją zmniejszenia ilość Ca(OH) 2 w porach kapilarnych zaczynu cementowego jest również zauważalna przez wielu badaczy zwiększona szybkość karbonatyzacji, powodująca korozję stali zbrojeniowej.
Pomimo istnienia kilku ograniczeń świadoma aplikacja popiołu lotnego przyczynia się do polepszenia jakości wykonywanych betonów czy zapraw co przy dobrej dostępności czyni go dziś najpopularniejszym składnikiem pucolanowym cementów powszechnego użytku.
-
Pył krzemionkowy
Jeżeli mowa o materiałach zaliczanych do pucolan sztucznych należy wspomnieć o pyle krzemionkowym, zwanym również mikrokrzemionką. Nie jest to tak popularny materiał jak opisane wyżej popioły lotne, ale posiada dużo lepsze właściwości pucolanowe. Pyły krzemionkowe powstają jako produkt uboczny produkcji krzemu, stopów żelazokrzemowych i innych stopów w piecach łukowych gdzie ulatujące z pieca pary podtlenku krzemu SiO ulegają utlenieniu i po przekroczeni izotermy kondensacji osadzają się w postaci amorficznego SiO 2 w urządzeniach odpylających.
Skład pyłu krzemionkowego zależny jest od rodzaju produkowanego stopu (tab.3 ) oraz od tego czy instalacja piecowa pracuje w układzie otwartym czy zamkniętym z rekuperacją ciepła. Jak przedstawiono w tab.3 pył krzemionkowy pochodzący z produkcji metalicznego krzemu czy innych stopów o dużej zawartości tego pierwiastka, stanowi praktycznie w całości krzemionkę. Wspomniana wysoka aktywność pucolanowa realizowana jest dzięki jej szklistej budowie oraz bardzo małej średnicy ziaren na poziomie ok 0,2 µm. Udział fazy amorficznej powinien wynosić wg PN-EN 197-1:2012 [10] co najmniej 2/3 całej masy pyłu krzemionkowego. Ziarna mikrokrzemionki tworzą szkliste bańki co pokazano na rys.2. Powierzchnia właściwa mierzona metodą BET wynosi 13÷20 m2 /g co jest wynikiem kilkukrotnie wyższym (3-4 razy) niż w przypadku średniej powierzchni właściwej cementu portlandzkiego mierzonej tą samą metodą. Polska norma cementowa narzuca aby wartość ta przekraczała 15 m 2 /g. W przypadku instalacji bez wymienników ciepła istnieje spore zagrożenie zanieczyszczenia popiołu lotnego drobnymi cząsteczkami niespalonego węgla, co znacząco obniża jakość otrzymanego materiału. Ilość niespalonego węgla w pyłach krzemionkowych przeznaczonych do cementu ograniczana jest przez PN-EN 197-1:2012 [10] do 5% masowych. Parametrem charakterystycznym dla tego materiału jest niska gęstość właściwa, która wacha się w granicach 2,1÷2,25 g/cm 3 przy gęstości nasypowej w granicach 200÷250kg/m3.
| Tab. 3.Skład chemiczny pyłów krzemionkowych w zależności od rodzaju produkowanego stopu [11]. | |||
| Oznaczany składnia | Zawartość [% mas.] | ||
| Produkcja Si | Produkcja FeSi75% | Produkcja FeSi50% | |
| SiO2 | 94÷98 | 70÷92 | 83÷91 |
| Fe2O3 | 0,06÷0,4 | 0,2÷1,8 | 0,6÷2,5 |
| MgO | 0,3÷1,1 | 0,3÷3,9 | 1,4÷3,0 |
| Al2O3 | 0,06÷0,4 | 0,2÷1,8 | 0,8÷2,5 |
| CaO | 0,08÷0,5 | 0,1÷2,9 | 0,2÷0,8 |
| K2O | 0,05÷0,7 | 0,8÷5,5 | 2,0÷3,0 |
| Na2O | 0,04÷0,4 | 0,2÷2,3 | 0,3÷0,9 |
| C | 0,2÷1,3 | 0,4÷3,3 | 0,6÷1,8 |
| Si+SiC | 0,4÷2,3 | 0,1÷0,4 | - |
Do zalet stosowania mikrokrzemionki w betonie należy zaliczyć przede wszystkim dynamiczny wzrost wytrzymałości w początkowych okresach twardnienia za sprawą nie tylko dużej aktywności pucolanowej ale również fizycznych oddziaływań cząsteczek pyłu krzemionkowego na zaczyn. Niewątpliwym atutem betonu z dodatkiem pyłu krzemionkowego jest również wyraźna poprawa szczelności w porównaniu do betonu na bazie cementu portlandzkiego. Na tę cechę składa się zmniejszenie porowatości samego zaczynu jak i strefy przejściowej pomiędzy kruszywem i zaczynem. Konsekwencją zmniejszenia porowatości jest również zwiększona odporność na agresję chemiczną. Zauważono również, że dodatek mikrokrzemionki poprawia spoistość mieszanki i w konsekwencji zmniejsza odsączanie.
Niestety pozytywne cechy betonu stwardniałego z dodatkiem omawianej pucolany kształtowane są tylko pod warunkiem przedłużonej pielęgnacji. Skrajna drobnoziarnistość pyłów krzemionkowych prowadzi do większego zapotrzebowania na wodę a zwiększenie szczelności utrudnia jej dostęp do wnętrza zaczynu. Nieodpowiednia pielęgnacja może spowodować znaczne obniżenie wytrzymałości betonu w późniejszych okresach. Z powodu zwiększonego zapotrzebowania na wodę takie mieszanki wykazują również pogorszenie urabialności co wiąże się z potrzebą zwiększenia ilości domieszki upłynniającej w razie konieczności zachowania stałego W/C. Trzeba również zaznaczyć, że nawet przy dobrej pielęgnacji mieszanki z pyłem krzemionkowym uzyskują wyraźnie większe wytrzymałości tylko w początkowych okresach twardnienia co wiąże się również ze zwiększeniem ciepła twardnienia w tych okresach i może być przyczyną powstawania naprężeń cieplnych.

Rys.2. Obraz z SEM popiołu lotnego przy powiększeniu 1000x (po lewej), oraz pyłu krzemionkowego przy powiększeniu 20000x (po prawej) [12].
Jak widać aplikacja pyłu krzemionkowego wymaga szczególnie dobrego nadzoru, w przeciwnym wypadku może prowadzić do pogorszenia jakości wytwarzanego betonu czy zaprawy. Pył krzemionkowy stosowany jest jako dodatek do betonów co pozwala na dozowanie go w pewnym zakresie masy cementu, w zależności od specyfikacji wykonywanego betonu. Mikrokrzemionkę szczególnie chętnie wykorzystuje się jako dodatek do betonów wysokowartościowych (BWW) ze względu na korzystną charakterystykę narastania wytrzymałości. Ze względu na zwiększenie spoistości mieszanek, dodatek ten może być wykorzystywany również do produkcji betonu układanego pod wodą . Między innymi z tego samego powodu stosunkowo niedawno zaczęto stosować mikrokrzemionkę jako dodatek mineralny do betonów samozagęszczalnych (SCC). W niektórych krajach produkowane są cementy z udziałem pyłu krzemionkowego, co z jednej strony ułatwia dozowanie a z drugiej nie pozwala na dowolne kształtowanie składu mieszkanki betonowej, co jest w tym przypadku szczególnie ważne. Jest to materiał wykorzystywany raczej w specyficznych okolicznościach, pozwalający w odpowiednich warunkach na kształtowanie spoiw o ekstremalnych właściwościach.
-
Granulowany żużel wielkopiecowy
Składnikiem bez którego trudno było by sobie dzisiaj wyobrazić przemysł cementowy jest granulowany żużel wielkopiecowy. Żużel wielkopiecowy jest produktem ubocznym wytwarzania surówki w wielkim piecu, który po gwałtownym schłodzeniu nabiera właściwości hydraulicznych. Kluczowymi aspektami dla jakości otrzymanego materiału są oprócz rodzaju użytego surowca (rudy, topników) i warunków przebiegu procesu wielkopiecowego, również warunki chłodzenia samego żużla. Proces chłodzenia musi być przeprowadzony na tyle szybko, aby nie zaistniały warunki pozwalające na powstanie znacznej ilości fazy krystalicznej, niekorzystnej z punku widzenia aktywności chemicznej. Zadowalającą szybkość chłodzenia osiąga się poprzez wspomnianą granulacje wodną, gdzie tak prowadzi się proces studzenia stopu w charakterystycznym przedziale temperatur, aby krystalizacja przestała postępować w zauważalnym tempie. Dzięki tak prowadzonemu procesowi technologicznemu osiąga się znaczną ilość fazy szklistej, co warunkuje przydatność tego odpadu jako składnik materiałów wiążących.
| Tab. 4.Tabela porównawcza składu chemicznego żużla wielkopiecowego oraz klinkieru cementu portlandzkiego [12]. | ||
| Oznaczany składnia | Zawartość [% mas.] | |
| Żużel wielkopiecowy | Klinkier portlandzki | |
| CaO | 30÷50 | 55÷66 |
| SiO2 | 28÷40 | 20÷24 |
| Al2O3 | 6÷24 | 0÷8 |
| MgO | 1÷18 | 0÷5 |
Granulowany żużel wielkopiecowy w myśl polskich norm musi zawierać co najmniej 2/3 fazy szklistej aby można go uznać za składnik cementów powszechnego użytku, a praktyka pokazuje, że przy zastosowaniu nowoczesnych technologii zawartość ta przekracza zwykle 90%. Ten nieklinkierowy składnik cementu należy do grupy materiałów hydraulicznych o tzw. utajonych właściwościach hydraulicznych co oznacza, że w obecności aktywatora wiąże i twardnieje pod wodą podobnie jak cement portlandzki. Fakt ten spowodowany jest wspomnianą wysoką zawartością fazy szklistej oraz składem chemicznym zbliżonym do klinkieru portlandzkiego co przedstawiono w tab. 4. Te stosunkowo nieduże różnice w składzie prowadzą jednak do sporych rozbieżności w składach fazowym klinkieru cementowego i żużla. Od składu, morfologii ziaren i zawartości fazy szklistej w samym żużlu zależy między innym szybkość hydratacji spoiwa czy skład otrzymanego zaczynu.
Ważnym aspektem do omówienia w przypadku tego materiału jest rodzaj wprowadzanego aktywatora. Najpopularniejszymi aktywatorami są składniki cementu lub produkt ich hydrolizy, a mianowicie wodorotlenek wapniowy z hydrolizy klinkieru portlandzkiego oraz gips lub anhydryt. Takie aktywatory pozwalają na produkcję całej gamy cementów powszechnego użytku przewidzianych przez polską normę cementową PN-EN 197-1:2012 [10] zawierających w swoim składzie od 6 do 95 % masowych granulowanego żużla wielkopiecowego oraz kilku cementów specjalnych. Podobny sposób aktywacji wykorzystywano przy produkcji cementów siarczanowo-żużlowych we Francji, Wielkiej Brytanii, Belgii i Niemczech. W tych krajach normalizacji doczekał się cement zawierający 80-85% granulowanego żużla wielkopiecowego, 10-15% anhydrytu i 5% klinkieru [13]. Cement ten stracił na znaczeniu w ostatnich 50 latach i nie jest w tej chwili produkowany na masową skalę. Od wielu lat znane są również spoiwa żużlowo-alkaliczne wykorzystujące najczęściej w roli aktywatorów NaOH, Na 2CO3 , szkło wodne oraz KOH [12]. W roli aktywatorów wykorzystywane są również odpady przemysłowe bogate w alkalia, przykładem takiego aktywatora jest odpad pogalwaniczny[14]. Te i inne mniej powszechne związki prowadzą podczas hydratacji żużla do zwiększenia pH roztworu do poziomu, w którym możliwe jest zrywanie wiązań Si-O oraz Al-O, co prowadzi do poprawy rozpuszczalności żużla. Przejście tych jonów do roztworu bogatego w Ca(OH) 2 pozwala w dalszej kolejności na wytrącania się z niego między innymi trwałej fazy C-S-H podobnej do tej znanej z hydratacji cementu portlandzkiego. Najogólniej można napisać, że dobór dobrego rodzaju aktywatora uzależniony jest od składu żużla. Dobierając różne rodzaje aktywatorów można sterować szybkością i mechanizmem hydratacji spoiwa co ma następnie odzwierciedlenie we właściwościach dojrzałego spoiwa.
Pozytywne cechy cementu z dodatkiem granulowanego żużla wielkopiecowego są doskonale znane i opisywane przez wielu autorów. Podstawową cechą elementów wykonywanych przy użyciu tych cementów jest ich wysoka szczelność, co z kolei wiąże się ze zmniejszeniem porowatości kapilarnej zaczynu. Szybkość dyfuzji czynników agresywnych jest niewielka, dzięki czemu materiał zyskuje wysoką odporność na agresję chemiczną czy penetrację wody. Wspomniana odporność chemiczna związana jest również z małą ilością Ca(OH) 2 w zaczynach z tych cementów. Te cechy znajdują swoje odzwierciedlenie w normach branżowych i tak aktualna norma betonowa PN-EN 206:2014 [15] zaleca stosowanie cementów z granulowanym żużlem wielkopiecowym w szczególności cementów z grupy CEM III -SR we wszystkich klasach ekspozycji. Jedynie cement o najwyższej dopuszczalnej zawartości żużla CEM III/C nie jest dopuszczany do stosowania w konstrukcjach narażonych na agresje mrozową. Mówiąc o zaletach, należy również wspomnieć o korzystnym wpływie żużla wielkopiecowego na reologię betonów i zapraw. Korzystną urabialność zauważa się przede wszystkim przy poddawaniu mieszanki wstrząsom co jest korzystne z punku widzenia zagęszczania przez wibrowanie.
Za cechę zarówno pozytywną jak i negatywną można uznać powolne narastanie wytrzymałości betonów z tego rodzaju cementów. Z jednej strony powolne narastanie wytrzymałości wiąże się z niskim ciepłem hydratacji, co wykorzystywane jest przy wykonywaniu elementów masywnych takich jak masywne fundamenty, obiekty hydrotechniczne, oczyszczalnie ścieków czy konstrukcje morskie. Z drugiej jednak, niskie wytrzymałości początkowe mogą w negatywny sposób wpłynąć na tempo wykonywanych prac. Sposobem na poprawienie aktywności żużla w początkowych okresach twardnienia jest odróbka cieplna wykonywanych elementów lub częściej drobniejszy przemiał tego składnika. Przykład z polskiej branży cementowej pokazuje, że drobny przemiał granulowanego żużla wielkopiecowego umożliwia produkcję cementów klasy CEM III/A 52,5 N-NA [16]. Trzeba jednak zaznaczyć, że produkcja takich cementów jest stosunkowo droga ze względu na wysokie koszty przemiału. Niskie ciepło hydratacji wyklucza również stosowanie tego materiału podczas wykonywania prac w obniżonych temperaturach. Kwestią sporną jest natomiast wpływ udziału granulowanego żużla wielkopiecowego na szybkość karbonatyzacji betonu. Badania laboratoryjne wskazują na zwiększenie szybkości penetracji CO 2 w głąb materiału [17]. Te rozbieżności tłumaczy się niższą wilgotnością próbek przechowywanych w warunkach laboratoryjnych. Badania poligonowe nie potwierdzają tych obaw i można na ich podstawie dopuszczać budowę konstrukcji elementów żelbetowych na bazie cementów hutniczych [18].
Literatura
[1] Żelazowska E., Pichniarczyk P., Sacha S., Zawiła J., Rybicka-Łada J., Marczewska A., Otrzymywanie tworzyw szklano-krystalicznych na bazie rudy perlitu i odpadów perlitu ekspandowanego. Materiały Ceramiczne, 64(3), 411-416 (2012).
[2] Perlit ekspandowany zastosowanie. Materiały informacyjne firmy Zakłady Górniczo-Metalowe ZĘBIEC. http://www.zebiec.pl/pliki/zastosowanie_perlitu.pdf (dostęp 11.11.2015).
[3] Król M., Morawska J., Mozgawa W., Pichór W., Low-temperature synthesis of zeolite from perlite waste. Materials Science-Poland , 32, 503-513 (2014).
[4] Vance E. R., Perera D. S., Imperia P., Cassidy D.J., Davis J., Gourley J. T., Perlite Waste As A Precursor For Geopolymer Formation . Journal of the Australian Ceramic Society, 45, 44-49 (2009).
[5] Łukowski P., Sokołowska J., Kępniak M., Wstępna ocena możliwości zastosowania odpadu pyłu perlitowego w budowlanych kompozytach polimerowych . Budownictwo i Architektura, 13(2), 119-126 (2014).
[6] Kotwica Ł., Łagosz A., Pichór W., Gębusia K. Wpływ odpadu perlitowego na podstawowe właściwości mieszanki betonowej i betonu stwardniałego. Materiał konferencji Dni betonu : tradycja i nowoczesność, Wisła 13-15 październik ( 2014).
[7] Pichór W., Barna M., Kapeluszna E., Kotwica Ł., Łagosz A. The Influence of Waste Expanded Perlite on Chemical Durability of Mortars . Materiał konferencyji Corrosion 2014 : international scientific conference, Gliwice 18-21 listopad (2014).
[8] Przemysł cementowy w liczbach. Informator Stowarzyszenie Producentów Cementu na rok 2015, Kraków (2015).
[9] Gawlicki M., Pichór W., Brylska E., Brylicki W., Łagosz A., Nocuń-Wczelik W., Petri M., Pytel Z., Roszczynialski W., Stolecki J., Malata G., Reben M., (pod red. J. Małolepszy). Podstawy technologii materiałów budowlanych i metody badań. Wydawnictwa AGH, Kraków (2013).
[10] PN-EN 197-2012 „Cement. Część 1: Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku”.
[11] Nocuń-Wczelik W. Pył krzemionkowy-właściwości i zastosowanie w betonie. Polski Cement, Kraków (2005).
[12] Deja J., Trwałość zapraw i betonów żużlowo-alkalicznych, Polska akademia nauk ceramicznych. Polskie towarzystwo ceramiczne, Ceramika, 83, 144, Kraków (2004).
[13] Kurdowski W., Chemia cementu i betonu. Wydawnictwo Polski Cement, Kraków (2010).
[14] Baś B., Borowski A., Deja J., Małolepszy J., Utylizacja odpadów galwanicznych pochodzących z procesu oksydowania . I Konferencja ”Biomateriały, materiały w ochronie zdrowia i środowiska”, Zeszyt Prac Komisji Nauk Ceramicznych PAN, Kraków (1994), s. 347-351.
[15] PN-EN 206:2014 „Beton-wymagania, właściwości, produkcja i zgodność”.
[16] Oficjalna strona internetowa Górażdże Heidelberg Cement Group, http://www.gorazdze.pl/pl/node/4082. (dostęp 19.11.2015).
[17] Gruyaert E., Van den Heede P., De Belie N., Carbonation of slag concrete: Effect of the cement replacement level and curing on the carbonation coefficient – Effect of carbonation on the pore structure. Cement & Concrete Composites, 35. 39-48 (2013).
[18] Neville A. M., Właściwości betonu. Wydawnictwo Stowarzyszenia Producentów Cementu, Kraków (2012).
[19] PN-EN 206:2014-04 „Beton-wymagania, właściwości, produkcja i zgodność”.
[20] PN-EN 1015-3 „metody badań zapraw do murów. Określenie konsystencji świeżej zaprawy (za pomocą stolika rozpływu)”.
[21] PN-EN 197-1 „cement-część 1: Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego uzytku”.
[22] PN-B-06250:1988 „Beton zwykły”.
[23] PN-EN 196-1 „Metody badań cementu-Część 1: Oznaczenie wytrzymałości”.