Podstawowe składniki betonu
Z czego produkowany jest beton?
W artykule przedstawiono opis podstawowych surowców używanych do produkcji mieszanek betonowych i betonów. Poznaj rodzaje, klasyfikację oraz właściwości cementów, domieszek chemicznych, dodatków mineralnych oraz kruszyw.
Tekst jest częścią pracy magisterskiej P. Daniel Olszowskiego. Wszelkie prawa autorskie zastrzeżone.
-
Składniki betonu zwykłego
-
Cement
-
Rola cementu jako składnika betonu
Cement jest wypalonym i drobno zmielonym materiałem mineralnym, który po zarobieniu z wodą tworzy plastyczny zaczyn cementowy. Zaczyn ten, z powodu swoich właściwości hydraulicznych, wiąże i twardnieje zarówno w warunkach powietrznych jak i pod wodą. Podstawową rolą cementu w betonie jest wytworzenie zaczynu, który skleja ziarna kruszywa pozwalając na otrzymanie początkowo (pseudo) jednorodnej mieszanki a następnie po związaniu i stwardnieniu monolitycznej i trwałej całości.
-
Klasyfikacja i skład cementów
W myśl normy PN-EN 197-1:2012 cementy produkowane są w oparciu o 4 podstawowe składniki: składniki główne, drugorzędne, siarczan wapnia i dodatki. Wspomniana powyżej norma zaleca podział cementów powszechnego użytku na 5 głównych rodzajów w zależności od zastosowania i/lub rodzaju składników głównych innych niż klinkier portlandzki od CEM I do CEM V. W ramach każdego z głównych rodzajów wyodrębnia się 11 wyrobów w zależności od rodzaju składnika głównego innego niż klinkier portlandzki: żużla wielkopiecowego (S), pyłu krzemionkowego (D), pucolany naturalnej (P), pucolany naturalnej wypalanej (Q), popiołu lotnego krzemionkowego (V), popiołu lotnego wapiennego (W), łupka palonego (T) oraz wapienia (L, LL). Norma przewiduje również podział cementów ze względu na zawartość składnika głównego innego niż klinkier portlandzki na A, B oraz C (tylko w przypadku cementu hutniczego CEM III). Dokładny podział cementów, symbolika a także zawartości poszczególnych składników przedstawiono w Tabeli 1 zaczerpniętej z w/w normy.
Komitet Techniczny TC51 wchodzący w skład Europejskiego Centrum Normalizacji pracuje na wprowadzeniem nowych rodzajów cementów w ramach prEN 197-1 rev. Prace w tym zakresie zostały podjęte ze względu na nagromadzenie wielu doświadczeń wskazujących na pozytywne efekty technologiczne zastępowania klinkieru portlandzkiego różnymi materiałami o zbliżonym charakterze.
Tabela 1. Podział cementów powszechnego użytku wg PN-EN 197-1:2012.
| Główne rodzaje | Nazwa 27 wyrobów (rodzajów cementu powszechnego użytku) | Skład (w procentach masy a) | |||||||||||
| Składniki główne | Składniki drugorzędne | ||||||||||||
| Klinkier | Żużel wielkopiecowy | Pył krzemionkowy | Pucolana | Popiół lotny | Łupek palony | Wapień | |||||||
| Naturalna | Naturalna wypalana | Krzemionkowy | Wapienny | ||||||||||
| K | S | Db | P | Q | V | W | T | L | LL | ||||
| CEM I | Cement portlandzki | CEM I | 95-100 | - | - | - | - | - | - | - | - | - | 0-5 |
| CEM II | Cement portlandzki żużlowy | CEM II/A-S | 80-94 | 6-20 | - | - | - | - | - | - | - | - | 0-5 |
| CEM II/B-S | 65-79 | 21-35 | - | - | - | - | - | - | - | - | 0-5 | ||
| Cement portlandzki krzemionkowy | CEM II/A-D | 90-94 | - | 6-10 | - | - | - | - | - | - | - | 0-5 | |
| Cement portlandzki pucolanowy | CEM II/A-P | 80-94 | - | - | 6-20 | - | - | - | - | - | - | 0-5 | |
| CEM II/B-P | 65-79 | - | - | 21-35 | - | - | - | - | - | - | 0-5 | ||
| CEM II/A-Q | 80-94 | - | - | - | 6-10 | - | - | - | - | - | 0-5 | ||
| CEM II/B-Q | 65-79 | - | - | - | 21-35 | - | - | - | - | - | 0-5 | ||
| Cement portlandzki popiołowy | CEM II/A-V | 80-94 | - | - | - | - | 6-20 | - | - | - | - | 0-5 | |
| CEM II/B-V | 65-79 | - | - | - | - | 21-35 | - | - | - | - | 0-5 | ||
| CEM II/A-W | 80-94 | - | - | - | - | - | 6-20 | - | - | - | 0-5 | ||
| CEM II/B-W | 65-79 | - | - | - | - | - | 21-35 | - | - | - | 0-5 | ||
| Cement portlandzki łupkowy | CEM II/A-T | 80-94 | - | - | - | - | - | - | 6-20 | - | - | 0-5 | |
| CEM II/B-T | 65-79 | - | - | - | - | - | - | 21-35 | - | - | 0-5 | ||
| Cement portlandzki wapienny | CEM II/A-L | 80-94 | - | - | - | - | - | - | - | 6-20 | - | 0-5 | |
| CEM II/B-L | - | - | - | - | - | - | - | - | 21-35 | - | 0-5 | ||
| CEM II/A-LL | 80-94 | - | - | - | - | - | - | - | - | 6-20 | 0-5 | ||
| CEM II/B-LL | 65-79 | - | - | - | - | - | - | - | - | 21-35 | 0-5 | ||
| Cement portlandzki wieloskładnikowy | CEM II/A-M | 80-88 | 12-20 | 0-5 | |||||||||
| CEM II/B-M | 65-79 | 21-35 | 0-5 | ||||||||||
| CEM III | Cement hutniczy | CEM III/A | 35-64 | 36-65 | - | - | - | - | - | - | - | - | 0-5 |
| CEM III/B | 20-34 | 66-80 | - | - | - | - | - | - | - | - | 0-5 | ||
| CEM III/C | 5-19 | 81-95 | - | - | - | - | - | - | - | - | 0-5 | ||
| CEM IV | Cement pucolanowy | CEM IV/A | 65-89 | - | 11-35 | - | - | - | 0-5 | ||||
| CEM IV/B | 45-64 | - | 36-55 | - | - | - | 0-5 | ||||||
| CEM V | Cement wieloskładnikowy | CEM V/A | 40-64 | 18-30 | - | 18-30 | - | - | - | - | 0-5 | ||
| CEM V/B | 20-38 | 31-49 | - | 31-49 | - | - | - | - | 0-5 | ||||
| a Wartość w tablicy odnosi się do sumy składników głównych i drugorzędnych b udział pyłu krzemionkowego ograniczona jest do 10% c W cementach portlandzkich wieloskładnikowych CEM II/A-M CEM II/B-M, w cementach pucolanowych CEM IV/A i CEM IV/B i w cementach wieloskładnikowych CEM V/A i CEM V/B składniki główne inne niż klinkier należy deklarować poprzez oznaczenie cementu (przykłady, patrz Rozdział 8). | |||||||||||||
Mocnym argumentem przemawiającym za tego typu nowelizacjami jest również zmniejszenie emisji CO2 w związku z ograniczeniami stawianymi przez Unię Europejską oraz wynikającymi z ogólnoświatowych trendów w zakresie ochrony środowiska. Efektem tych prac ma być między innymi wprowadzenie nowych rodzajów cementu CEM II/C-M zawierających w sowim składzie oprócz klinkieru portlandzkiego do 50 % mieszaniny dwóch składników: żużla wielkopiecowego i kamienia wapiennego, naturalnej pucolany i kamienia wapiennego, popiołu lotnego i kamienia wapiennego lub żużla wielkopiecowego i popiołu lotnego. Poza tymi zmianami przewiduje się również wprowadzenie nowej głównej grupy cementów wieloskładnikowych CEM VI (obecny CEM IV ma pozostać pod nazwą cementu żużlowo-pucolanowego). Ta nowelizacja na dzień powstania niniejszej pracy jest nadal na etapie zatwierdzenia ( Under Approval) [1].
-
Podstawowe właściwości cementu
Omawiając podstawowe właściwości cementu należy na początku nawiązać do jego składu chemicznego i mineralogicznego. Jednak, uwzględniając chęć szerszego omówienia zagadnień praktycznych, postanowiono ograniczyć w tym miejscu zakres do omówienia podstawowych aspektów związanych z wytrzymałością zapraw normowych, efektywnością działania domieszek chemicznych oraz aktywnością dodatków mineralnych. Zostaną one poruszone w kolejnych rozdziałach niniejszej pracy. Zagadnienie chemii cementu wyczerpująco omawia Prof. W. Kurdowski w swojej monografii [2].
-
Powierzchnia właściwa
Podstawową cechą decydującą o wielu właściwościach cementu jest powierzchnia właściwa, charakteryzująca stopień jego rozdrobnienia i wyrażana w jednostkach powierzchni na jednostkę masy (zwykle cm 2 /g). Stopień rozdrobnienia ma szczególny wpływ na właściwości wytrzymałościowe, skurcz i ciepło hydratacji cementu. Optymalny skład ziarnowy cementu jest uzależniony od składu mineralogicznego klinkieru, dlatego cementy z różnymi rodzajami klinkieru mogą posiadać odmienne optymalne uziarnienia. Jeżeli chodzi o wpływ wielkości ziaren cementu na dynamikę przyrostu wytrzymałości można stwierdzić ogólnie, że im mniejsze ziarna tym większa początkowa wytrzymałość cementu. O wytrzymałości w późniejszych okresach decydują największe ziarna, natomiast o klasie cementu po 28 dniach twardnienia ziarna w pewnym – charakterystycznym dla danego rodzaju cementu, zakresie wielkości.

Wykres 1. Wytrzymałość na ściskanie zapraw normowych w zależności od czasu, dla różnych frakcji cementu [3].
Zależność ta została przedstawiona na Wykresie 1, na którym przedstawiono wytrzymałość na ściskanie zapraw przygotowanych na bazie cementu, który poddano rozfrakcjonowaniu. Z Wykresu wynika, że za wytrzymałość początkową odpowiadają ziarna o wielkości 0÷7 μm. Najwyższe wytrzymałości po 7 i 28 dniach posiadają zaprawy z cementem o ziarnach z przedziału wielkości 7÷30 μm, które decydują o klasie wytrzymałości cementu. Jeszcze większe ziarna o wielkości 30÷63 μm są odpowiedzialne za przyrost wytrzymałości w późniejszych okresach. Największe ziarna o wymiarach powyżej 63 μm ulegają hydratacji w niewielkim stopniu i pełnią rolę aktywnego wypełniacza. Na bazie tego przykładu można wnioskować, że możliwe jest kształtowanie wytrzymałości danego cementu tylko poprzez różny jego przemiał. Faktycznie, aktualnie producenci cementu „sterują” wytrzymałością cementów nie poprzez zmianę składu chemicznego czy mineralogicznego (fazowego) klinkieru a właśnie poprzez różny stopień jego zmielenia.
-
Wytrzymałość na ściskanie
Właściwości wytrzymałościowe cementu są jedną z jego najważniejszych cech użytkowych. W Polsce i wielu innych krajach normy odnoszą się tylko do wytrzymałości cementu na ściskanie. Cecha ta badana jest na zaprawie normowej, której skład, sposób przygotowania i dojrzewania podaje norma PN-EN 196-1:2006. Wyniki uzyskane po 28 dniach twardnienia zaprawy określają klasę cementu, natomiast wytrzymałość po krótszym czasie twardnienia pozwalają zaliczyć cementy do kategorii L, N lub R związanej z dynamiką narastania wytrzymałości. Szczegółowo wymagania w tym zakresie stawiane przez normę PN-EN 197-1:2012 przedstawia Tabela 2.
Tabela 2. Wymagane właściwości fizyczne cementów stawiane przez normę
PN-EN 197-1:2012.

Wytrzymałość zaprawy cementowej uzależniona jest od następujących czynników:
- właściwości cementu: skład chemiczny i mineralny klinkieru, rozkład ziarnowy, mikrostruktura, stosowane dodatki m. in. wspomagające mielenie;
- współczynnika wodno/cementowego, zawartości powietrza, kształtu i wielkości porów, zawartości dodatków i domieszek;
- warunków sporządzania i przechowywania oraz czasu dojrzewania zapraw;
W poprzednim podrozdziale omówiono pokrótce wpływ jednego z najistotniejszych czynników jakim jest rozkład ziarnowy cementu na jego cechy wytrzymałościowe. Innym bardzo ważnym czynnikiem jest skład fazowy klinkieru. Generalnie rzecz ujmując, współcześnie produkowane klinkiery składają się średnio z ok. 65 % krzemianu trójwapniowego (C 3S), 14 % krzemianu dwuwapniowego (C2S), 10 % glinianu trójwapniowego (C3 A) i 8 % fazy glinożelazianowej (C4 AF) [5]. Według licznych danych literaturowych największy wpływ na wytrzymałość początkową ma krzemian trójwapniowy (C3 S), którego hydrat już po 7 dniach twardnienia osiąga około 60 % swojej wytrzymałości końcowej. Krzemian dwuwapniowy twardnieje znacznie wolniej i osiąga podobną wytrzymałość dopiero po około 1 roku twardnienia. Faza C 3A i C4 AF ma mniejsze znaczenie, choć w polimineralnym środowisku jakim jest cement rola glinianu trójwapniowego nie pozostaje bez znaczenia szczególnie dla wytrzymałości początkowej [2]. Przytoczone powyżej zależności zostały zilustrowane na Wykresie 2, gdzie przedstawiono rozwój wytrzymałości poszczególnych faz w okresie do 360 dni.

Wykres 2. Rozwój wytrzymałości faz klinkierowych [5].
Wymienione wyżej czynniki określają stopień hydratacji cementu oraz skład fazowy i mikrostrukturę stwardniałego zaczynu cementowego, co przekłada się na właściwości fizyczne otrzymanego kompozytu. Ze względu na mnogość czynników wpływających na cechy wytrzymałościowe trudno jest stworzyć teorię, która podawałaby precyzyjny model matematyczny pozwalający na opis procesu zmiany wytrzymałości pod wpływem wszystkich wymienionych wyżej czynników. Z tego względu najczęściej zagadnienie to sprowadza się do wpływu porowatości zaczynu cementowego, która ma największy wpływ na jego wytrzymałość. Istnieje w tym zakresie wiele zależności empirycznych, których przebieg często ma charakter wykładniczy jak na przykład [4]:


czy również równanie Powersa [2]:

Gdzie:
fc – wytrzymałość na ściskanie;
fC0 – hipotetyczna maksymalna wytrzymałość na ściskanie przy p=0;
p – średnia porowatość całkowita;
X – ułamek objętości zaczynu zajęty przez żel;
A, B – stała;
W praktyce, po przyjęciu kilku uproszczeń związanych z zakresem porowatości i pominięciem zakresu porów żelowych można przyjąć zależność o charakterze liniowym. Wykres 3 przedstawia tę zależność dla zapraw, w których uwzględniono objętość porów o wymiarze powyżej 20 nm.

Wykres 3. Zależność między wytrzymałością zaprawy na ściskanie a jej porowatością obliczoną z objętości porów o średnicy większej niż 20 nm [4].
-
Gęstość właściwa i nasypowa
Gęstość właściwa cementów nie jest cechą mającą duże znaczenie dla właściwości produkowanych z nich zapraw czy betonów. Należy jednak pamiętać, że wprowadzenie cementu o niższej gęstości może spowodować poprawę urabialności oraz pompowalności z powodu zwiększenia objętości zaczynu. Ma ona również znaczenie dla projektantów zapraw i betonów. Z tego powodu w niniejszej pracy w Tabeli 3 zaprezentowano gęstość właściwą klinkieru, dodatków mineralnych (składników głównych według terminologii zgodnej z normą PN-EN 197-1:2012) oraz dostępnych na polskim rynku cementów. Różnice w gęstościach cementów wynikają z różnic w składzie chemicznym i mineralnym a także obecności różnej ilości dodatków.
Gęstość nasypowa ma znaczenie między innymi w procesie projektowania linii technologicznej, aby poprawnie dobrać objętość silosów czy cementowozów do transportu cementu i dodatków mineralnych. W tym przypadku zależności są analogiczne jak dla gęstości właściwej i wynoszą dla cementów w stanie luźno nasypanym od 900 kg/m 3 do 1200 kg/m3 oraz od 1400 do 1900 kg/m3 w stanie utrzęsionym.
Tabela 3. Gęstość własciwa klinkieru, dodatków mineralnych oraz cementów [5].
| Materiał | Gęstość właściwa, kg/m3 |
| Klinkier portlandzki | 3100 |
| Popiół lotny krzemionkowy | 2210 |
| Mielony żużel wielkopiecowy | 2920 |
| Mielony Kamień wapienny | 2750 |
| CEM I 42,5 R | 3100 |
| CEM I 52,5 R | 3110 |
| CEM II/B-S 32,5 R | 3050 |
| CEM II/B-S 42,5 N | 3060 |
| CEM II/A-S 52,5 N | 3090 |
| CEM III/A 32,5 N | 2990 |
| CEM III/A 42,5 N | 3000 |
| CEM III/A 52,5 N | 3050 |
| CEM V/A (S-V) 32,5 R | 2950 |
| VLH V/B (S-V) 22,5 | 2750 |
-
Wodożądność
Wodożądność cementu jest miarą wody z jaką trzeba go zarobić aby otrzymać zaczyn o konsystencji normowej. Oznaczenie wykonuje się według zaleceń normy
PN-EN 196-3:2016-12. W Tabeli 4 przedstawiono zestawienie zakresów wodożądności najpopularniejszych cementów spotykanych na polskim rynku, sporządzone przez autora niniejszej pracy na podstawie analizy wyników badań publikowanych na stronach internetowych producentów cementu [6, 7, 8, 9, 10, 11].
Tabela 4. Zakresy wodożądności cementów dostępnych na polskim rynku na podstawie wyników badań publikowanych przez producentów cementu [6, 7, 8, 9, 10, 11].

Jak wynika z powyższych danych, wodożądność cementów może wahać się w zakresie od 25 do 34 %. Ilość wody jaką należy dodać do cementu aby otrzymać zaczyn o konsystencji normowej zależy w dużej mierze od jego składu mineralnego oraz rozdrobnienia. Im mniejszy udział glinianów wapniowych (cementy specjalne z oznaczeniem SR oraz HSR) oraz mniejsze rozdrobnienie (np. cementy klasy 32,5) tym mniejsza wodożądność cementu. Należy również zaznaczyć, że im mniejsza wodożądność cementu tym mniejsza ilość wody potrzebnej aby otrzymać zaprawę czy beton o żądanej konsystencji. Biorąc pod uwagę, że dodawana woda jest wodą nadmiarową w stosunku do tej, potrzebnej do pełnej hydratacji cementu, im mniejsza wodożądność cementu tym jego jakość jest wyższa. Wodożądność cementu można w dużym stopniu zmniejszyć poprzez dodatek domieszek zmniejszających ilość wody. Jednak, temat ten zostanie szerzej omówiony w dalszej części pracy w podrozdziale 1.2.
-
Cement wczoraj i dziś
Na koniec rozdziału poświęconego cementowi należy zwrócić uwagę na postęp w technologii produkcji tego spoiwa. Ma to swoje odzwierciedlenie w ciągle zmieniających się właściwościach tego materiału wiążącego. Na Wykresie 4 przedstawiono, jak zmieniało się rozdrobnienie oraz skład fazowy cementów. Dzięki udoskonaleniu techniki mielenia obserwuje się coraz większy wzrost powierzchni właściwej cementu a co za tym również wzrost początkowej wytrzymałości zapraw i betonów z takimi cementami (Wykres 1).

Wykres 4. Stopień rozdrobnienia i skład fazowy cementu na przestrzeni lat [12].
Niestety postęp w przemyśle cementowym uzależniony jest w dużym stopniu od dalece zaawansowanej optymalizacji kosztów produkcji. Ma to odzwierciedlenie w niekorzystnej zmianie niektórych parametrów produkowanego spoiwa. Rozważając problem zgodnie z technologicznym kierunkiem przepływu masy, należy zacząć od miejsca homogenizacji surowca. Klinkier produkowany przed laty tzw. „metodą mokrą” charakteryzował się większą jednorodnością w skali mikro niż klinkier produkowany najpopularniejszą dzisiaj „metodą suchą”. Idąc dalej tokiem produkcji cementu należy również zwrócić uwagę na paliwo wykorzystywane w procesie wypalania namiaru surowcowego. Wykorzystywanie paliw alternatywnych w procesie wypalania namiaru surowcowego obok pozytywnego skutku ekonomicznego i ekologicznego (utylizacja odpadów) może nieść za sobą niekorzystną zmianę składu otrzymanego klinkieru [36]. Na Wykresie 5 pokazano postęp w wykorzystaniu paliw alternatywnych w Polsce, Europie i na Świecie.

Wykres 5. Udział ciepła z paliw alternatywnych w przemyśle cementowym [13].
-
Domieszki
-
Klasyfikacja domieszek
Domieszki chemiczne można klasyfikować według różnych kryteriów. Podstawowymi kryteriami są: mechanizm działania, skład chemiczny oraz efekt związany ze stosowaniem domieszki. Wydaje się jednak, że dwa pierwsze kryteria są mało praktyczne, dlatego w niniejszej pracy postanowiono przyjąć kryterium podstawowego efektu działania domieszki chemicznej. Taki podział jest zgodny z przyjętym w Normie Europejskiej PN-EN 934-2+A1:2012 i dzieli domieszki chemiczne na:
- zmniejszające ilość wody/uplastyczniające;
- znaczenie zmniejszające ilość wody/ upłynniające;
- zatrzymujące wodę;
- napowietrzające;
- przyspieszające wiązanie;
- przyspieszające twardnienie;
- opóźniające wiązanie;
- zwiększające wodoodporność;
- modyfikujące lepkość;
- utrzymujące konsystencję;
- poprawiające przyczepność;
- wielofunkcyjne;
- opóźniające/uplastyczniające;
- opóźniające/upłynniające;
- przyspieszające/uplastyczniające;
Ze względu na zakres części praktycznej niniejszej pracy postanowiono omówić wyłącznie domieszki uplastyczniające, upłynniające oraz napowietrzające.
-
Domieszki modyfikujące konsystencję mieszanki betonowej
-
Wprowadzenie
Ziarna cementu jak i produkty ich hydratacji posiadają naturalną tendencję to tworzenia większych skupisk zwanych aglomeratami. Z technologicznego punktu widzenia prowadzi to do pogorszenia właściwości reologicznych mieszanki. Powodem takiego stanu jest natura fizyko-chemiczna powierzchni ziaren cementu oraz ich hydratów. W czasie mielenia klinkieru następuje spontaniczne pękanie spieku co prowadzi do powstania polimineralnych ziaren. Ziarna składają się z glinianów naładowanych ładunkiem dodatnim oraz krzemianów z ładunkiem ujemnym [20]. Takie naładowanie poszczególnych faz powoduje wstępowanie różnoimiennych ładunków na powierzchni ziaren klinkieru co w połączeniu z dużym rozwinięciem powierzchni sprzyja szybkiemu powstawania aglomeratów ziaren klinkieru. Wyżej opisany mechanizm wyraźnie się komplikuje w środowisku wodnym, kiedy dochodzi do powstania hydratów faz klinkierowych. Na powierzchni hydratów także powstają ładunki elektryczne, które dodatkowo mogą zmienić swój znak w zależności od składu fazy ciekłej [22]. Proces aglomeracji ziaren klinkieru powoduje, że powstały zaczyn wykazuje znaczną lepkość co na ogół pogarsza urabialność zaprawy i mieszanki betonowej. Dalsze upłynnienie mieszanki celem poprawy urabialności za pomocą zwiększenia ilości wody powoduje zwiększenie porowatości stwardniałego betonu czy zaprawy a w konsekwencji obniżenie jej wytrzymałości. Lepszym rozwiązaniem jest zastosowanie domieszek uplastyczniających i/lub upłynniających zwyczajowo nazywanych plastyfikatorami i superplastyfikatorami.
Rozróżnienie pomiędzy wyżej wymienionymi plastyfikatorami i superplastyfikatorami, jak można wnioskować po nazwach, polega na intensywniejszym działaniu tych drugich. Kryteria rozróżnienia na podstawie efektywności działania można odnaleźć w stosowanej w branży budowlanej nomenklaturze. W obecnie obowiązującej normie
PN-EN 934-2+A1:2012 jednym z kryteriów jest zmniejszenie ilości wody przy niezmienionej konsystencji na skutek działania domieszki. Dla domieszek uplastyczniających (plastyfikatorów) redukcja wynosi co najmniej 5 %, natomiast dla domieszek upłynniających (superplastyfikatorów) wartość ta nie może być mniejsza niż 12 %. W przytoczonej normie znalazły się również inne kryteria, jednak przedstawione powyżej wydają się być wystarczające, w aspekcie warunków przemysłowego wytwarzania i zabudowy betonu.
-
Mechanizmy działania
Omawiając temat mechanizmu działania domieszek warto na wstępie wymienić najpopularniejsze rodzaje stosowanych modyfikatorów tego typu. Pierwszymi substancjami poprawiającymi cechy reologiczne mieszanek betonowych były wprowadzone na początku lat trzydziestych XX wieku domieszki na bazie lignoslufonianów. Modyfikatory te do dzisiaj znajdują zastosowanie jako domieszki uplastyczniające. Ze względu na spore ograniczenia w efektywności działania, plastyfikatory lignosulfonianowe zostały w dużej mierze zastąpione superplastyfikatorami na bazie sulfonowanych żywic melaminowo-formaldehydowych (SMF) oraz naftalenowoformaldehydowych (SNF), które miały ogromny wpływ na rozwój m in. betonu towarowego. Kolejną rewolucją w dziedzinie modyfikacji materiałowej betonu było wprowadzenie domieszek określanych ogólnym mianem domieszek polikarboksylanowych (PCP), które są na dzień dzisiejszy najskuteczniejszymi znanymi upłynniaczami.
Jako powszechnie przyjmowane mechanizmy działania domieszek uplastyczniających i upłynniających przyjmuje się mechanizm elektrostatyczny, steryczny, hydrofilowy oraz smarny.
Jak to opisano w poprzednim rozdziale ziarna cementu ze względu na sposób rozmieszczenia ładunków elektrycznych posiadają naturalną tendencje do tworzenia aglomeratów. Podstawowym mechanizmem działania, mającym wpływ na stan naładowania powierzchni ziaren cementu jest mechanizm elektrostatyczny. Poprawa stopnia płynności w tym przypadku jest przypisywana odpychaniu elektrostatycznemu ziaren cementu na których zaadsorbowały się cząsteczki domieszki. Schematycznie przedstawiono to na Rysunku 1. Ziarnom cementu nadawany jest jednoimienny ładunek

Rysunek 1. Schematyczna ilustracja elektrostatycznego mechanizmu działania domieszek [23].
ujemny na skutek przyłączenia do ich powierzchni ujemnie naładowanych grup wchodzących w skład cząsteczki domieszki. W przypadku – działających przede wszystkim według tego mechanizmu – domieszek SNF oraz SMF są to grupy SO 3- . W ten sposób ziarna cementu w wodzie tworzą układ bardziej jednorodny, a ich przemieszczanie względem siebie następuje przy przyłożeniu mniejszego naprężenia ścinającego, co makroskopowo objawia się jako zwiększenie płynności mieszanki.
Kolejnym sposobem działania domieszek modyfikujących konsystencję mieszanki betonowej jest mechanizm steryczny, według którego w największej mierze działają domieszki polikarboksylanowe. Domieszki PCP w odróżnieniu od żywic sulfonowanych zbudowane są z cząsteczek bardziej rozbudowanych. Cząsteczki tych domieszek składają się z łańcucha głównego, posiadającego podstawniki zdolne do przyłączania się do ziaren cementu oraz przyłączonych do niego odpowiednio długich łańcuchów bocznych. Ziarna cementu z tak zaadsorbowanymi cząsteczkami polimeru o identycznym charakterze chemicznym nie są zdolne zbliżyć się do siebie na odległość pozwalającą na nałożenie się orbitali atomowych tych cząsteczek (Rysunek 2). Domieszki tego typu zmieniają stan naładowania powierzchni w dużo mniejszym stopniu niż np. żywice sulfonowane. Efekt ten można przedstawić jako zmiana potencjału zeta w zależności od rodzaju i ilości stosowanej domieszki (Wykres 6). Jak widać na wykresie, wartość bezwzględna potencjału zeta w zaczynie cementowym gwałtownie rośnie wraz ze zwiększeniem zawartości domieszki SNF aż do wartości 37 mV przy dozowaniu na poziomie 0,8 % do masy cementu. W przypadku upłynniacza PCP wartość ta wynosi maksymalnie 5 mV.

Rysunek 2. Schematyczna ilustracja sterycznego mechanizmu działania domieszek [23]
Domieszki uplastyczniające lub upłynniające mieszankę betonową zgodnie z mechanizmem hydrofilowym bazują na substancjach powierzchniowo czynnych. Substancje te działają przede wszystkim na granicy międzyfazowej cement-woda, obniżając jej napięcie powierzchniowe. Cząsteczka substancji powierzchniowo czynnych składa się z części hydrofobowej oraz hydrofilowej. Część hydrofobowa ulega adsorpcji na ziarnach cementu natomiast część hydrofilowa skierowana jest w stronę roztworu, powodując przyciągnięcie dipoli wody. Oddziaływanie to sprzyja poprawie zwilżalności

Wykres 6. Zmiana potencjału zeta w zaczynie cementowym w zależności od zawartosci domieszki SNF oraz PCP [22].
ciała stałego przez wodę i pozwala na efektywniejsze jej wykorzystanie w kształtowaniu cech reologicznych. Schematycznie proces poprawy dystrybucji wody wokół ziaren cementu został przedstawiony na Rysunku 3. Domieszki te mogą powodować również napowietrzenie mieszanki betonowej, co również sprzyja poprawie konsystencji poprzez zwiększenie objętości zaczynu. Napowietrzenie jest jednak w tym przypadku skutkiem ubocznym i niepożądanym, dlatego często stosuje się dodatkowo modyfikatory niwelujące efekt napowietrzenia zwane odpieniaczami. Według tego mechanizmu w różnym stopniu działają plastyfikatory na bazie lignosulfonianów.

Rysunek 3. Poprawa zwilżalności ziaren cementu na skutek dodatku substacji powierzchniowo czynnych.
Ostatnim omawianym mechanizmem jest mechanizm smarny. Poprawa ciekłości mieszanki w tym przypadku spowodowana jest utworzeniem na ziarnach cementu warstwy domieszki zmniejszającej tarcie między ziarnami – utworzona warstwa działa jak „smar”. Takie działanie powodowane jest przez mniej rozgałęzione polimery, zazwyczaj o mniejszych masach cząsteczkowych takie jak np. polialkohol winylowy [22]. Schematycznie sposób działania takich domieszek przedstawiono na Rysunku 4.

Rysunek 4. Ziarna cementu z warstewką „smarną”.
-
Efekty stosowania domieszek uplastyczniających i upłynniających
Stosując plastyfikatory i superplastyfikatory można osiągnąć różne efekty. Pierwszym efektem, który można wyszczególnić jest zwiększenie ciekłości mieszanki betonowej bez dodatkowej ilości wody a więc bez pogorszenia jakości betonu. Drugim efektem możliwym do osiągnięcia przy pomocy domieszek uplastyczniających i upłynniających jest poprawa jakości betonu poprzez zmniejszenie ilości wody zarobowej dodawanej do mieszanki betonowej bez zmiany jej konsystencji. Pierwsze dwa efekty można osiągnąć łącznie uzyskując zarówno zwiększenie wytrzymałości jak i poprawę konsystencji, oczywiście nie w takim dużym stopniu jak przy poprawie tylko jednej cechy. Schematycznie zostało to zilustrowane przez Prof. A. Neville [4] na Wykresie 7.

Wykres 7. Poglądowe przedstawienie wpływu domieszek upłynniajacych na właściwości mieszanki betonowej i betonu [4].
Trzeci możliwy do osiągnięcia efekt pozwala uzyskać zarówno korzyści technologiczne jak i ekonomiczne. Stosowanie domieszki upłynniającej pozwala na zmniejszenie ilości cementu – według Łukowskiego [22] nawet o 10-20 % – bez utraty wytrzymałości betonu i konsystencji mieszanki betonowej. Zmniejszenie ilości cementu w objętości betonu może mieć kolosalne znaczenie techniczne np. w sytuacji kiedy konieczne jest zmniejszenie ilości wydzielanego ciepła podczas wiązania i twardnienia betonu czy dla ograniczenia skurczu. Z ekonomicznego punktu widzenia ograniczenie ilości cementu skutkuje zmniejszeniem kosztów materiałowych wyprodukowania betonu (powiększonego o koszty związane z zastosowaniem domieszki). W świetle ciągle narastających wymagań proekologicznych nie można zapominać również o korzyściach związanych ze zmniejszeniem emisji gazów cieplarnianych do atmosfery, co realnie osiąga się właśnie poprzez ograniczenie ilości cementu w mieszance betonowej.
Wszystkie wymienione wyżej efekty uzależnione są – oprócz ilości wprowadzanego modyfikatora – przede wszystkim od skuteczności działania poszczególnych domieszek. Tak jak opisano w poprzednim rozdziale, skuteczność ta uzależniona jest od rodzaju domieszek, które działają w oparciu o różne mechanizmy. Głównym efektem stosowania domieszek uplastyczniających i upłynniających jest ograniczenie ilości wody i/lub cementu. W Tabeli 6 przedstawiono orientacyjnie efektywność działania poszczególnych domieszek.
Tabela 6. Przybliżona efektywność działania domieszek wyrażona w możliwej do zredukowania ilości wody.

-
Wpływ właściwości cementu na skuteczność działania domieszek upłynniających.
Upłynnienie mieszanki betonowej na skutek działania superplastyfikatorów następuje poprzez fizyczne i chemiczne oddziaływanie cząsteczek tych domieszek z ziarnami cementu. W związku z powyższym, właściwości fizyczne i chemiczne cementu mają duży wpływ na skuteczność działania tych modyfikatorów.
Podstawowymi parametrami cementu, od których zależy skuteczność działania domieszek upłynniających są:
- zawartość glinianu trójwapniowego C3A;
- stopień rozdrobnienia cementu;
- zawartość alkaliów oraz siarczanów;
Bardzo istotny wpływ na skuteczność działania superplastyfikatorów ma wymieniona na samym początku zawartość C3 A w cemencie. Wynika ona z faktu, że powierzchnia tej fazy naładowana jest ładunkiem dodatnim. Oprócz C3 A tylko etryngit i monosiarczan wykazują podobne właściwości elektrostatyczne [22]. W związku z tym to właśnie ta faza jest miejscem uprzywilejowanym dla adsorpcji cząsteczek domieszki. Duża zawartość C 3 A w cemencie powoduje przede wszystkim skrócenie czasu działania tych modyfikatorów poprzez szybkie zabudowywanie cząsteczek domieszki produktami hydratacji.
Kolejną ważną z punktu widzenia działania domieszek właściwością cementu jest jego stopień rozdrobnienia. Im większa powierzchnia właściwa cementu tym więcej jest potencjalnych miejsc „aktywnych” do adsorpcji cząsteczek cementu na powierzchni ziaren cementu i produktach jego hydratacji. Zwiększanie rozwinięcia powierzchni cementu sprzyja efektywniejszemu początkowemu upłynnieniu mieszanki. Przy dodatku SNF wraz ze zwiększeniem powierzchni właściwej cementu z 320 do 400 m 2/kg upłynnienie rośnie dwukrotnie [2]. W dłuższych okresach czasu obserwuje się szybszą utratę konsystencji wraz z rozdrobnieniem cementu [22].
Wpływ zawartości alkaliów (podawana jako równoważnik – Na2 Oeq) zależy od rodzaju stosowanej domieszki. Jeżeli chodzi o skuteczność upłynnienia mieszanki za pomocą żywic sulfonowanych, to istnieje pewna optymalna zawartość tego typu związków. Zwiększenie ilości alkaliów w cemencie powoduje z jednej strony zmniejszenie intensywności adsorpcji domieszki na ziarnach cementu, a z drugiej powoduje zwiększenie siły jonowej roztworu i pogorszenie efektywności jej działania [22]. Zależność ta dla domieszki SNF została przedstawiona na Wykresie 8. Jeżeli chodzi o upłynnienie na skutek zastosowania domieszek polikarboksylanowych, to tak jak opisano już powyżej działają one przede wszystkim według mechanizmu sterycznego. Zmiany siły jonowej roztworu powodują zmiany konformacji (układu przestrzennego) łańcuchów bocznych domieszki [22]. Wzrost siły jonowej prowadzi także do zmniejszenia rozciągłości łańcuchów bocznych a zatem osłabienia efektu upłynnienia mieszanki. W związku z powyższym nasuwa się wniosek, że wzrost zawartości alkaliów prawie zawsze powoduje spadek efektywności działania domieszek polikarboksylanowych.

Wykres 8. Wpływ zawartości alkaliów na efektywność działani domieszki SNF [22].
-
Domieszki napowietrzające
-
Wprowadzenie
Omawiając zagadnienie stosowania domieszek napowietrzających warto na wstępie zgłębić zagadnienie struktury porowatości betonu, którą wprowadzenie domieszek napowietrzających znacząco zmienia.
W Tabeli 7 zaprezentowano podział porów wraz z genezą powstania. Największymi porami w strukturze betonu są pory powietrzne. Dogodnym i powszechnie akceptowalnym uproszeniem jest sprowadzenie porów powietrznych do kul rozproszonych w objętości betonu i posługiwanie się średnicą w opisie ich wielkości. Przyjmuje się, że pory powietrzne posiadają średnice większą niż 10 μm. Pory te powstają na skutek mieszania mieszanki betonowej a ich objętość wypełniona jest powietrzem. Mogą być obecne w betonie na skutek niedoskonałego zagęszczenia mieszanki betonowej lub wprowadzane celowo dzięki stosowaniu domieszek napowietrzających. Kolejną, najbardziej niepożądaną grupą porów są pory kapilarne. Geneza ich powstawania jest zupełnie inna niż porów powietrznych, co skutkuje również zupełnie innym ich kształtem. Pory te powstają na skutek odparowania wody, która nie uległa hydratacji. Pory kapilarne są systemem połączonych ze sobą pustek (kanalików) powietrznych o średnicy od 10 nm do 10 μm. Wielkość porów kapilarnych ma decydujący wpływu na właściwości stwardniałego betonu a w szczególności na zdolność transportu gazów i cieczy w stwardniałej matrycy cementowej. Część porów kapilarnych o większych średnicach (0,05-10 μm) odpowiada w dużej mierze za transport mediów wewnątrz betonu. Ogólnie, obecność porów kapilarnych
Tabela 7. Klasyfikacja porów w betonie [24].

jest główną przyczyną pogorszenia mrozoodporności betonu a także jego ogólnie pojętej trwałości.
Ostatnią grupą porów są pory powstające nieodzownie na skutek procesu hydratacji cementu. Są to pory o rozmiarach poniżej 10 nm, zwane porami żelowymi. Pory te ze względu na swoją wielkość i związane z tym właściwości zawartej w nich cieczy nie mają znaczenia dla omawianej w dalszej części tego rozdziału mrozoodporności betonu gdyż nie uczestniczą w filtracji wody i/lub substancji agresywnych.
-
Czynniki wpływające na korozję mrozową
Oddziaływanie ujemnych temperatur a w szczególności cykliczne „przejścia przez 0o C” są jedną z najczęstszych przyczyn niszczenia konstrukcji betonowych.
O istnieniu problemu mrozoodporności betonu decydują specyficzne właściwości wody, która jak stwierdził Prof. A. Neville [4], jest z betonem w relacjach od miłości do nienawiści . W kontekście mrozoodporności, można stwierdzić, że właściwości wody stawiają ją we „wrogich” relacjach z betonem. Główną przyczyną są zmiany objętości przy przemianie fazowej woda-lód jak też przy zmianach temperatury samej cieczy. Woda uzyskuje maksymalną gęstość w temperaturze +4 o C a więc wzrost gęstości obserwowany jest zarówno przy jej ogrzewaniu jak i chłodzeniu od i do tej temperatury (Wykres 9). Zmiany objętości wody jak i ciśnienia wywoływane przez powstający lód przy zmianie temperatury przedstawiono na Wykresie 10.

Wykres 9. Zmiany objętości wody w przedziale temperatur od +20oC do -10oC [24].
Zmiany objętości wody na ogół nie stanowią dużego zagrożenia dla trwałości betonu. Dużo większym zagrożeniem jest proces cyklicznej przemiany fazowej wody w lód, podczas której następuje wzrost objętości o około 9 %. Tak jak to przedstawiono na Wykresie 10, ciśnienie wody wywołane wzrostem zawartości lodu może przekroczyć 200 MPa. Jeżeli taka ekspansja nastąpiłaby w zamkniętych porach betonu, musiałby on przenieść tej wielkości naprężenia rozciągające. Biorąc pod uwagę stosunkowo małą wytrzymałość betonu na rozciąganie (około 10 razy mniejsza niż na ściskanie) nie trudno wysnuć wniosek, że takie ciśnienie prowadziło by do nieuchronnego zniszczenia nawet bardzo wytrzymałego betonu. Oczywiście przedstawiona powyżej sytuacja jest dużym uproszczeniem. Woda w porach betonu jest w rzeczywistości roztworem składników mineralnych, które podobnie jak ciśnienie, znacznie zmieniają jej właściwości. Z kolei pory w betonie trudno sprowadzić do zamkniętego nieodkształcalnego pojemnika. Ryzyko zniszczenia materiału przez mróz zależy w dużej mierze od czynników wewnętrznych takich jak struktura porowatości betonu. Temat ten zostanie rozwinięty w kolejnym podrozdziale.

Wykres 10. Przyrost masy lodu i ciśnienie wody zamrażanej w stałej objętości [24].
Oprócz czynników wewnętrznych, wpływ na szybkość korozji mrozowej betonu mają [24]:
- specyfika lokalnego klimatu - szybkość zmiany temperatur, ilość „przejść temperatury przez 0o C”, opady deszczu i śniegu, wilgotność powietrza;
- geometria i lokalizacja konstrukcji - położenie pionowe lub poziome, na podłożu gruntowym lub w powietrzu;
- ekspozycja elementu w stosunku do promieniowania słonecznego;
- charakter oddziaływania wilgoci na beton: okresowy lub długotrwały, bezpośredni kontakt z wodą lub z wilgocią;
- obecność soli odladzających;
- charakter obciążeń;
Wymienione czynniki mogą oddziaływać ze sobą w różnym stopniu, zarówno zwiększając jak i zmniejszając szybkość korozji. Dobrym przykładem wpływu czynników zewnętrznych na intensywność niszczenia betonu jest Rysunek 5. Przedstawiono na nim możliwe sekwencje warunków atmosferycznych oddziaływujących na poziomą płytę betonową posadowioną na podłożu gruntowym.

Rysunek 5. Przykład kształtowania warunków wewnątrz płyty betonowej na podłozu gruntowym wskutek ekspozycji na zewnętrzne warunki klimatyczne [24].
Rysunek 5a prezentuje warunki panujące wewnątrz płyty w okresie jesiennych opadów, kiedy ulega ona nasączeniu wodą ale woda zawarta w porach betonu nie ulega zamarznięciu. Dopóty temperatura otoczenia nie spadnie poniżej temperatury zamarzania wody (na Rysunku 5 jest to 0 oC), dopóki płyta nie ulegnie zniszczeniu. Kiedy jednak dojdzie do obniżenia temperatury zewnętrznej poniżej 0o C przed wyschnięciem betonu mogą pojawić się pierwsze problemy z trwałością (Rysunek 5b). Jednak groźniejszą sytuację przedstawia Rysunek 5c i d. W okresie zimowym, zamarznięta płyta ulega rozmrożeniu w górnej części na skutek np. ogrzewania promieniowaniem słonecznym (Rysunek 5c) a w dalszej kolejności ponownemu zamarznięciu górnej części po zapadnięciu zmierzchu (Rysunek 5d). W takiej sytuacji może dojść do uwięzienia wody w środkowej części płyty, która na skutek wypierającego ją lodu wytwarza ciśnienie hydrostatyczne w porach betonu (Wykres 10). Przedstawione sytuacje nie wyczerpują ilości możliwych konfiguracji oddziaływania warunków atmosferycznych, a jedynie je sygnalizują.
Jak już wspomniano ilość cykli zamrażania i odmrażania jest zależna od specyfiki lokalnego klimatu. Polskie warunki klimatyczne należą do jednych z najsurowszych w Europie i ilość takich cykli może osiągnąć 100 w przeciągu jednego roku, a przy ekspozycji elementu na promieniowanie słoneczne może przekroczyć 150 cykli [24]. Oprócz ilości cykli na intensywność korozji wpływ mają wspomniane na początku niniejszego akapitu inne czynniki, których szersze omówienie wykracza poza zakres tej pracy.
-
Wpływ struktury napowietrzenia betonu na jego mrozoodporność
Struktura porowatości betonu ma decydujące znaczenie dla jego mrozoodporności. Mikrostrukturę betonu nie poddanego napowietrzeniu można przybliżyć jako system połączonych ze sobą porów kapilarnych (Rysunek 6) zdolnych transportować i utrzymywać wodę. Zatem im więcej tego rodzaju porów, tym większa jest jego przepuszczalność (Wykres 11), możliwość gromadzenia wody zdolnej zamarzać w warunkach eksploatacyjnych, a w konsekwencji mniejsza mrozoodproność. Jednym ze sposobów poprawy mrozoodporności betonu jest zmniejszenie ilości porów kapilarnych poprzez ograniczenie stosunku w/c betonu. Jednak samo obniżenie współczynnika w/c może nie wystarczyć do osiągnięcia żądanej mrozoodporności co przedstawia
Prof. A. Neville na Wykresie 12.

Rysunek 6. Poglądowe przedstawienie systemy porów kapilarnych betonu (lewy rysunek) oraz porów kapilarnych i powietrznych w betonie napowietrzonym (prawy rysunek) [22].

Wykres 11. Zależność przepuszczalności zaczynu cementowego zhydratyzowanego w 93% od porowatości kapilarnej [4].

Wykres 12. Wpływ stosunku w/c na mrozoodporność betonu napowietrzonego oraz bez napowietrzenia [4].

Rysunek 7. Schemat układu porów w betonie napowietrzonym [24].
Najskuteczniejszym sposobem poprawy mrozoodporności betonu jest wprowadzenie do mieszanki betonowej wspomnianych już porów wypełnionych powietrzem zdolnych przetrwać do czasu stwardnienia mieszanki i skompensować ciśnienie wody wypieranej z porów kapilarnych w betonie.
Mechanizm poprawy mrozoodporności można omówić przy pomocy schematu przedstawionego na Rysunku 7. Kanał o przekroju r – reprezentujący porowatość kapilarną, rozszerza się do pustki o promieniu R – przedstawiającej pory powietrzne, aby znowu zwęzić się do kanału o promieniu r. Oprócz tego, wokół poru o promieniu R przebiega kanał inny kanał o promieniu r. Podczas nasączania betonu, na skutek podciągania kapilarnego, woda dopływa kanałem r do rozwidlenia (Rysunek 7a) i rozdziela się na dwie odnogi. Ciśnienie kapilarne wody jest odwrotnie proporcjonalne do promienia poru [24], dlatego gdy woda dopływa do poru o promieniu R ciśnienie nagle spada (Rysunek 7b). W pierwszej kolejności wypełniają się pory o promieniu r, w których panuje większe ciśnienie kapilarne niż w porach o promieniu R (Rysunek 7c). Wypełnienie dużych porów powietrznych następuje dużo wolniej niż mniejszych porów kapilarnych i w warunkach cyklicznego nasączania betonu wodą pory powietrzne pozostają wypełnione powietrzem.
Aby można było jednak mówić o skutecznej ochronie betonu przez działaniem mrozu, według opisanego wyżej mechanizmu, układ porów powietrznych w betonie musi spełnić pewne wymagania. Przede wszystkim „kuliste” pory powietrzne muszą być rozmieszczone na tyle blisko siebie, aby przemieszczająca się woda nie była w stanie wytworzyć ciśnienia zdolnego doprowadzić do dekohezji matrycy cementowej. Cechę tę opisuje się za pomocą współczynnika rozmieszczenia porów  (ang. spacing factor). Z fizycznego punktu widzenia współczynnik oznacza uśrednioną największą odległość od dowolnego punktu wewnątrz stwardniałego zaczynu cementowego do najbliżej położonej pustki powietrznej. Graficzną interpretacje tego współczynnika przedstawiono na Rysunku 8. Aby osiągnąć odpowiednio niski współczynnik
(ang. spacing factor). Z fizycznego punktu widzenia współczynnik oznacza uśrednioną największą odległość od dowolnego punktu wewnątrz stwardniałego zaczynu cementowego do najbliżej położonej pustki powietrznej. Graficzną interpretacje tego współczynnika przedstawiono na Rysunku 8. Aby osiągnąć odpowiednio niski współczynnik  bez nadmiernego napowietrzenia mieszanki betonowej (wzrost zawartości powietrza o 1 % powoduje spadek wytrzymałości o 5-6 %) pory powietrzne muszą mieć odpowiednio małe rozmiary. Parametr ten opisywany jest współczynnikiem A 300 podającym procentową zawartość porów (procent objętości) o średnicy mniejszej niż 300 μm. Innym parametrem, na podstawie którego można oszacować ogólną wielkość porów powietrznych jest powierzchnia właściwa porów α (specific surface), obliczana jako iloraz całkowitej powierzchni porów i ich objętości. Najmniej miarodajnym parametrem jest całkowita zawartość powietrza A. Wyżej wymienione parametry badane są zgodnie z normą PN-EN 480-11:2000.
bez nadmiernego napowietrzenia mieszanki betonowej (wzrost zawartości powietrza o 1 % powoduje spadek wytrzymałości o 5-6 %) pory powietrzne muszą mieć odpowiednio małe rozmiary. Parametr ten opisywany jest współczynnikiem A 300 podającym procentową zawartość porów (procent objętości) o średnicy mniejszej niż 300 μm. Innym parametrem, na podstawie którego można oszacować ogólną wielkość porów powietrznych jest powierzchnia właściwa porów α (specific surface), obliczana jako iloraz całkowitej powierzchni porów i ich objętości. Najmniej miarodajnym parametrem jest całkowita zawartość powietrza A. Wyżej wymienione parametry badane są zgodnie z normą PN-EN 480-11:2000.
Wymagania dotyczące napowietrzenia uzależnione są przede wszystkim od warunków eksploatacji elementu. Mogą być również uzależnione od maksymalnego wymiaru ziaren kruszywa tak jak to wyszczególniono w PN-B-06250:1988 czy Ogólnej Specyfikacji Technicznej wydajnej przez Generalną Dyrekcję Dróg Krajowych i Autostrad dla betonowych nawierzchni drogowych (Tabela 8).

Rysunek.8 Graficzna interpretacja współczynnika [24].
Tabela 8. Wymagane parametry napowietrzenia mieszanki betonowej do betonowych nawierzchni drogowych według Ogólnej Specyfikacji Technicznej Generalnej Dyrekcji Dróg Krajowych i Autostrad [25].

Innym ważnym dokumentem podającym wymagania odnośnie napowietrzenia betonu jest norma PN-EN 206+A1:201612, w której zawarto oprócz odpowiedniego składu mieszanki betonowej (w tym kruszyw) jedynie wymaganie ilości powietrza na poziomie nie mniejszym niż 4 % dla klas ekspozycji betonu od XF2 do XF4. Wydaje się jednak, że w świetle tego co przedstawiono na początku tego podrozdziału, wymagania odnoszące się jedynie składu mieszanki betonowej i całkowitej minimalnej zawartości powietrza mogą być niewystarczające.
-
Granulowany żużel wielkopiecowy
-
Wprowadzenie
Składnikiem, bez którego trudno było by sobie dzisiaj wyobrazić przemysł cementowy oraz betoniarski jest granulowany żużel wielkopiecowy. Żużel wielkopiecowy jest produktem ubocznym wytwarzania surówki w wielkim piecu, który po gwałtownym schłodzeniu nabiera tzw. „utajonych” właściwości hydraulicznych. Kluczowymi aspektami dla jakości otrzymanego materiału są, oprócz rodzaju użytego surowca (rudy, topników) i warunków przebiegu procesu wielkopiecowego, również warunki chłodzenia samego żużla. Proces chłodzenia musi być przeprowadzony na tyle szybko, aby nie zaistniały warunki pozwalające na powstanie znacznej ilości fazy krystalicznej, niekorzystnej z punku widzenia aktywności chemicznej. Zadowalającą szybkość chłodzenia osiąga się poprzez granulacje wodną, gdzie tak prowadzi się proces studzenia stopu w charakterystycznym przedziale temperatur, aby krystalizacja przestała postępować w zauważalnym tempie. Dzięki tak prowadzonemu procesowi technologicznemu osiąga się przeważającą ilość fazy szklistej, co warunkuje przydatność tego odpadu jako cenny składnik materiałów wiążących.
-
Skład oraz aktywacja granulowanego żużla wielkopiecowego
Granulowany żużel wielkopiecowy w myśl polskiej normy cementowej
PN-EN 197-1:2012 oprócz odpowiedniego składu tlenkowego musi zawierać co najmniej 2/3 fazy szklistej aby można było go uznać za składnik cementów powszechnego użytku, a praktyka pokazuje, że przy zastosowaniu nowoczesnych technologii zawartość ta przekracza zwykle 90 %. Ten nieklinkierowy składnik cementu należy do grupy materiałów hydraulicznych o wspomnianych już „utajonych” właściwościach hydraulicznych, co oznacza, że w obecności aktywatora wiąże i twardnieje pod wodą podobnie jak cement portlandzki. Fakt ten spowodowany jest wspomnianą, wysoką zawartością fazy szklistej oraz składem chemicznym zbliżonym do klinkieru portlandzkiego co przedstawiono w Tabeli. 9. Te stosunkowo nieduże różnice w składzie tlenkowym prowadzą jednak do sporych rozbieżności w składzie fazowym klinkieru cementu portlandzkiego i granulowanego żużla wielkopiecowego. Od składu, morfologii ziaren i zawartości fazy szklistej w samym żużlu wielkopiecowym zależy między innym szybkość hydratacji spoiwa czy skład otrzymanego zaczynu.
Tabela 9. Tabela porównawcza składu tlenkowego żużla wielkopiecowego oraz klinkieru cementu portlandzkiego [26].

Ważnym zagadnieniem do omówienia w przypadku tego materiału jest rodzaj wprowadzanego aktywatora. Najpopularniejszymi aktywatorami są składniki cementu lub produkty ich hydrolizy, a głównie wodorotlenek wapniowy z hydrolizy klinkieru portlandzkiego oraz gips lub anhydryt. Takie aktywatory pozwalają na produkcję całej gamy cementów powszechnego użytku przewidzianych przez polską normę cementową PN-EN 197-1:2012 zawierających w swoim składzie od 6 do 95 % masowych granulowanego żużla wielkopiecowego (Tabela 1) oraz kilku cementów specjalnych. Podobny sposób aktywacji wykorzystywano przy produkcji cementów siarczanowo-żużlowych we Francji, Wielkiej Brytanii, Belgii i Niemczech. W tych krajach normalizacji doczekał się cement zawierający 80-85 % granulowanego żużla wielkopiecowego,
10-15 % anhydrytu i 5 % klinkieru [2]. Cement ten jednak stracił na znaczeniu w ostatnich 50 latach i nie jest w tej chwili produkowany na masową skalę. Od wielu lat znane są również spoiwa żużlowo-alkaliczne wykorzystujące najczęściej w roli aktywatorów NaOH, Na 2CO3 , szkło wodne oraz KOH [26]. Jako aktywatory wykorzystywane są również odpady przemysłowe bogate w alkalia, których przykładem jest odpad pogalwaniczny [26]. Te i inne mniej powszechne związki prowadzą podczas hydratacji żużla do zwiększenia pH roztworu do poziomu, w którym możliwe jest zrywanie wiązań Si-O oraz Al-O, co prowadzi do poprawy rozpuszczalności żużla. Przejście tych jonów do roztworu bogatego w Ca(OH) 2 pozwala w dalszej kolejności na wytrącania się z niego między innymi trwałej fazy C-S-H podobnej do tej znanej z hydratacji cementu portlandzkiego. Najogólniej można stwierdzić, że dobór dobrego rodzaju aktywatora uzależniony jest od składu żużla. Dobierając różne rodzaje aktywatorów można sterować szybkością i mechanizmem hydratacji spoiwa, co ma następnie odzwierciedlenie we właściwościach „dojrzałego” spoiwa.
-
Właściwość cementu i betonu z dodatkiem granulowanego żużla wielkopiecowego
Pozytywne cechy cementu z dodatkiem granulowanego żużla wielkopiecowego są doskonale znane i opisywane przez wielu autorów [2, 4]. Podstawową cechą elementów wykonywanych przy użyciu tych cementów jest ich wysoka szczelność, co z kolei wiąże się ze zmniejszeniem porowatości kapilarnej zaczynu. Szybkość dyfuzji czynników agresywnych także jest niewielka, dzięki czemu materiał zyskuje wysoką odporność na agresję chemiczną czy penetrację wody. Wspomniana odporność na agresję chemiczną związana jest również z małą ilością Ca(OH) 2 w zaczynach z tych cementów. Te cechy znajdują swoje odzwierciedlenie w normach branżowych i tak aktualna norma betonowa PN-EN 206+A1:2016-12 zaleca stosowanie cementów z granulowanym żużlem wielkopiecowym w szczególności cementów z grupy CEM III-SR we wszystkich klasach ekspozycji. Jedynie cement o najwyższej dopuszczalnej zawartości granulowanego żużla wielkopiecowego CEM III/C nie jest dopuszczany do stosowania w konstrukcjach narażonych na agresje mrozową. Mówiąc o zaletach, należy również wspomnieć o korzystnym wpływie granulowanego żużla wielkopiecowego na reologię betonów i zapraw. Korzystną urabialność zauważa się przede wszystkim przy poddawaniu mieszanki wstrząsom co jest korzystne z punku widzenia zagęszczania przez wibrowanie [4].
Za cechę zarówno pozytywną jak i negatywną można uznać powolne narastanie wytrzymałości betonów z tego rodzaju cementów. Z jednej strony powolne narastanie wytrzymałości wiąże się z niskim ciepłem hydratacji, co wykorzystywane jest przy wykonywaniu elementów monolitycznych takich jak masywne fundamenty, obiekty hydrotechniczne, oczyszczalnie ścieków czy konstrukcje morskie. Z drugiej jednak strony, niskie wytrzymałości początkowe mogą w negatywny sposób wpłynąć na tempo wykonywanych prac budowlanych. Sposobem na poprawienie aktywności żużla w początkowych okresach twardnienia jest odróbka cieplna wykonywanych elementów lub częściej drobniejszy przemiał tego materiału. Przykład z polskiej branży cementowej pokazuje, że drobny przemiał granulowanego żużla wielkopiecowego umożliwia produkcję cementów klasy CEM III/A 52,5 N-NA [27]. Trzeba jednak zaznaczyć, że produkcja takich cementów jest stosunkowo droga ze względu na wysokie koszty przemiału. Niskie ciepło hydratacji wyklucza również stosowanie tego materiału podczas wykonywania prac w obniżonych temperaturach. Betony wykonane na bazie cementu zawierającego granulowany żużel wielkopiecowy poddane odpowiedniej pielęgnacji odznaczają się znacznymi przyrostami wytrzymałości w dłuższych okresach czasu. W związku z tym pozytywny wpływ tego rodzaju spoiw na właściwości stwardniałego betonu ujawniają się najczęściej dopiero w badaniach 56-cio, 90-cio dniowych lub nawet dłuższych okresach dojrzewania.
-
Kruszywa
-
Wprowadzenie
Kruszywo w betonie zajmuje około 70-75 % objętości, dlatego nie trudno zdać sobie sprawę, że stanowi kluczowy składnik tego materiału konstrukcyjnego. Stwierdzenie „kluczowy” odnosi się zarówno do jakości betonu jak i kosztu jego wytworzenia. Niestety te dwa aspekty często się wzajemnie wykluczają dlatego jak stwierdza J. Deja [3] w codziennej praktyce budowlanej wielu producentów betonu nie przywiązuje należytej wagi do jakości stosowanego kruszywa.
Ze względów ekonomicznych i technologicznych jakość stosowanego kruszywa powinna być dostosowana do wymagań stawianych w miejscu stosowania. Z dobrego kruszywa można wykonać każdy rodzaj betonu ale nieekonomicznym jest np. wykonywanie „chudego betonu” na dobrej jakości grysie granitowym. Z drugiej strony wykonanie konstrukcji nośnej mostu na bazie słabej jakości żwiru może się skończyć brakiem uzyskania założonych parametrów a w konsekwencji katastrofą budowlaną. W tym przypadku zastosowanie w zamian dobrej jakości cementu, jego większej ilości lub domieszek czy dodatków chemicznych nie jest skutecznym rozwiązaniem.
Również ze względów ekonomicznych i technologicznych uzasadnione jest stosowanie jak największej ilości kruszyw w betonie. Z technologicznego punktu widzenia cechy wytrzymałościowe materiału z jakiego pochodzą kruszywa są zdecydowanie lepsze niż zaczynu cementowego. Ze strony ekonomi produkcji betonu, kruszywa są dużo tańsze niż cement co również przemawia za stosowaniem go w możliwie dużych ilościach i podnosi jego rangę w składzie betonu.
-
Klasyfikacja kruszyw
Norma PN-EN 2620+A1:2010 regulująca wymagania stawiane kruszywom do betonu wyszczególnia trzy rodzaje kruszyw: naturalne, sztuczne i z recyklingu. Jednak ze względu na zakres tej pracy omówione zostaną tylko kruszywa pochodzenia naturalnego, które w myśl w/w normy są kruszywem pochodzenia mineralnego, które poza obróbką mechaniczną nie zostało poddane żadnej innej obróbce.
Podstawowym kryterium, według którego dzieli się kruszywa naturalne jest sposób ich pozyskiwania i kształt ziaren. Pod tym względem można wyróżnić:
- kruszywo otoczakowe – powstałe na skutek rozdrobnienia materiału skalnego poprzez jego wietrzenie i oddziaływanie wody lub otoczenie w korycie rzeki. Powstałe ziarna kruszywa mają kształt zaokrąglony;
- kruszywo łamane – powstałe w wyniku przekruszenia większych okruchów skalnych. Powstałe ziarna mają kształt kanciasty;
Innym stosowanym kryterium podziału jest wymiar kruszywa. Pod tym względem można posłużyć się podziałem zaczerpniętym z cytowanej już normy PN-EN 12620+A1:2010. Norma klasyfikuje kruszywa na podstawie wymiaru oczka sita dolnego d oraz górnego D wybranych ze znormalizowanego zestawu sit, przez które przechodzi kruszywo wyrażone jako d/D. Tym samym cytowana norma klasyfikuje kruszywa pod względem maksymalnego i minimalnego wymiaru ziarna jednocześnie dopuszczając pewną ilość nadziarna i podziarna. Pod tym względem można wyróżnić:
- kruszywo grube – kruszywo o wymiarach ziaren D równym 4 mm lub większych oraz d równym 2 mm lub większych . Innymi słowy znaczna część ziaren kruszywa grubego (wartości graniczne zostały podane w w/w normie) musi pozostać na sicie 2 mm;
- kruszywo drobne – kruszywo o wymiarach ziaren D równym 4 mm lub mniejszym . Zapis taki oznacza, że do kruszywa drobnego zalicza się kruszywa którego znaczna część ziaren przechodzi przez sito 4 mm (wartości graniczne zostały podane w w/w normie);
- kruszywo naturalne 0/8 – kruszywo naturalne pochodzenia lodowcowego i/lub rzecznego mające D równe 8 mm lub mniejszych;
- kruszywo o ciągłym uziarnieniu – kruszywo będące mieszanką kruszyw drobnych i grubych;
- kruszywo wypełniające – kruszywo, którego większość przechodzi przez sito 0,063 mm;
Kruszywa można klasyfikować również zgodnie z ich pochodzeniem petrograficznym. Tutaj można wyróżnić bardzo wiele rodzajów kruszyw, gdzie przykładowy podział to:
- kruszywa granitowe;
- kruszywa marmurowe;
- kruszywa bazaltowe;
- kruszywa gnejsowe;
- kruszywa wapienne;
- kruszywa dolomitowe;
Wymienione kryteria podziału nie wyczerpują oczywiście wszystkich możliwości rozróżnienia kruszyw do betonu ale można przyjąć je za najbardziej podstawowe i używane w praktyce.
-
Wybrane właściwości kruszyw
-
Porowatość i nasiąkliwość kruszywa
Porowatość kruszywa ze względu na jego udział w betonie ma kapitalne znaczenie dla jego właściwości. Ma ona szczególne znaczenie dla nasiąkliwości betonu, jego mrozoodporności, trwałości czy odporności na ścieranie.
Jak stwierdza A.M. Neville w swoim dziele [4] nie ustalono prostej zależności między porowatością kruszywa a odpornością kruszywa na zamrażanie i odmrażanie . Sama porowatość całkowita kruszywa ma mniejsze znaczenie niż charakterystyka jego porowatości. W skład porowatości całkowitej wchodzą pory zamknięte nie mające znaczenia dla trwałości kruszywa czy wykonanego z niego betonu. W kontekście mrozoodporności, za najbardziej niekorzystne uznaje się pory otwarte, mogące wchłaniać wodę zdolną do zamarzania, a więc o wielkości z zakresu 0,002 do 0,1 μm [24]. W związku z powyższym porowatość całkowita nie jest dobrym wskaźnikiem jakości kruszywa. Trafniejsze wydaje się posługiwanie nasiąkliwością kruszyw, choć i w tym przypadku np. ocena mrozoodporności kruszywa na podstawie jego nasiąkliwości nie zawsze jest miarodajna [4,24]. Niemniej kruszywa o małej nasiąkliwości nie przekraczającej 2% najczęściej wykazują dobrą przydatność do wykonywania betonów narażonych na agresję środowiska. Orientacyjne zakresy nasiąkliwości kruszyw przedstawiono w Tabeli 10. Omawiając nasiąkliwość kruszyw warto zobrazować możliwe stany wilgotności ziaren kruszywa. Tak jak zaprezentowano na Rysunku 9 można wyróżnić 4 stany zawilgocenia kruszywa. Skrajny przypadek to ziarno całkowicie suche, wysuszone w suszarce w temperaturze około 105 oC. Ziarno powietrzno suche zawiera tyle wody ile jest w stanie wchłonąć przebywając w atmosferze powietrza suchego np. w laboratorium.
Tabela 10.Zakresy nasiąkliwości różnych rodzajów kruszyw[3].

Pory wewnętrzne kruszywa są tylko częściowo wypełnione wodą. Ziarno nasycone, powierzchniowo-suche posiada pory całkowicie wypełnione wodą lecz jego powierzchnia jest sucha. Drugi najbardziej skrajny przypadek to ziarno mokre, które oprócz wody całkowicie wypełniającej pory zawiera błonkę wody na swojej powierzchni.

Rysunek 9. Możliwe stany wilgotnościowe ziaren kruszywa [3]
Całkowita wilgotność kruszywa ma duże znaczenie technologiczne. Duże różnice wilgotności kruszywa powodują problemy z utrzymaniem stałej konsystencji betonu. Szczególne znaczenie ma tutaj kruszywo drobnoziarniste którego wilgotność może dochodzić do 12 % [3]. Z tego powodu nowoczesne węzły betoniarskie wyposażone są w system pomiaru wilgotności kruszywa, który pozwala na bieżąco korygować ilości wprowadzanego kruszywa i wody. Wilgotność kruszywa grubego ma mniejsze znaczenie ponieważ rzadko przekracza 3,5 % [3].
-
Gęstość kruszywa
Można wymienić kilka rodzajów gęstości kruszywa w zależności od uwzględnienia jego porowatości oraz stanu wilgotnościowego. Posługując się terminami przyjętymi w normie PN-EN 10976:2002 wyróżnia się:
- gęstość ziaren wysuszonych w suszarce (gęstość ziarnowa) – stosunek masy próbki kruszywa wysuszonego w suszarce do objętości, jaką próbka zajmie w wodzie, wraz z zamkniętymi wewnętrznymi pustymi przestrzeniami oraz pustymi przestrzeniami dostępnymi dla wody;
- gęstość objętościowa ziaren – stosunek masy próbki kruszywa wysuszonego w suszarce do objętości, jaką próbka zajmie w wodzie, wraz z zamkniętymi wewnętrznymi pustymi przestrzeniami, lecz bez pustych przestrzeni dostępnych dla wody;
- gęstość ziaren nasyconych i powierzchniowo osuszonych – stosunek łącznej masy próbki kruszywa i masy wody w pustych przestrzeniach dostępnych dla wody, do objętości, jaką próbka zajmuje w wodzie, włączając zarówno wewnętrzne zamknięte puste przestrzenie jak puste przestrzenie dostępne dla wody, jeśli one występują;
Powyższe rodzaje gęstości można uzupełnić o mającą mniejsze znaczenie praktyczne gęstość właściwą definiowaną jako stosunek masy materiału do jego objętości bez pustych przestrzeni. Największe znaczenie praktyczne ma gęstość ziaren nasyconych i powierzchniowo osuszonych. Przyjmuje się, że właśnie w takim stanie znajduje się kruszywo w mieszance betonowej i właśnie tę gęstość przyjmuje się np. przy formułowaniu warunku szczelności w równaniu Bolomey’a.
W Tabeli 11 podano gęstości objętościowe ziaren wytworzonych z różnego rodzaju skały. Dla kruszywa otoczkowego o dokładnie nieznanej gęstości można przyjąć, że wynosi ona 2650 kg/m 3 [3].
Tabela 11. Gęstość objętościowa ziaren pochodzących w różnych rodzajów skał.

Należy również wspomnieć o gęstości nasypowej w stanie luźnym i zagęszczonym. Gęstość nasypowa ma duże znaczenie techniczne np. przy projektowaniu zasobników na kruszywo czy doborze środków transportu kruszywa. Innym bardzo ważnym dla projektantów betonu zastosowaniem tej wielkości jest określenie jamistości kruszywa czy objętości użytkowej mieszalnika do betonu.
-
Jamistość, powierzchnia zewnętrzna i wodożądność kruszywa
Niniejszy rozdział został zatytułowany trzema właściwościami kruszyw, powiązanymi ze sobą i ważnymi pod względem właściwości mieszanki betonowej jak i stwardniałego betonu.
Jamistość kruszywa to wielkość opisująca ilość jam (pustek) znajdujących się pomiędzy ziarnami kruszywa. Jamistość kruszywa (j k) można określić poprzez podzielenie gęstości nasypowej kruszywa (ρn ) i gęstości ziaren tego kruszywa wysuszonych w suszarce (ρrd).

Przyjmując teorię, że jamy kruszywa w mieszance betonowej muszą zostać przepełnione zaczynem cementowym aby osiągnąć żądaną konsystencję, jamistość kruszywa powinna być możliwie mała. Im mniej wolnych przestrzeni pomiędzy ziarnami kruszywa tym mniej zaczynu jest potrzebne aby je przepełnić, a tym samym rozsunąć ziarna kruszywa grubego na żądaną odległość. Dokładny opis przytoczonej powyżej teorii można znaleźć w pracy Prof. J. Śliwińskiego [28]. Jamistość kruszywa można redukować stosując kruszywo zawierające wszystkie frakcje poprzez wypełnianie przestrzeni między-ziarnowych coraz to mniejszymi ziarnami. Można również stosować kruszywo zawierające jedynie wybrane frakcje tak dobrane, aby ziarna dobrze wypełniały przestrzeń. Pierwsze rozwiązanie niekorzystnie wpływa na drugą wymienioną w tytule właściwość kruszywa – powierzchnię zewnętrzną.
Powierzchnia zewnętrzna kruszywa to sumaryczna powierzchnia zewnętrzna wszystkich ziaren kruszywa zawartych w jednostce masy lub objętości. Powracając znowu do teorii o przepełnianiu jam kruszywa – im większa powierzchnia właściwa kruszywa tym więcej zaczynu cementowego jest potrzebna do przepełnienia jam kruszywa. Teoria ta stawia więc jamistość kruszywa i jego powierzchnię zewnętrzną w sprzeczności, ponieważ redukując jamistość kruszywa poprzez redukcję wielkości najmniejszych ziaren podnosi się jego powierzchnię zewnętrzną. Rozwiązaniem droższym ale pozwalającym lepiej zoptymalizować te dwie wielkości jest zastosowanie kruszywa o uziarnieniu nieciągłym. Zastosowanie takiego uziarnienia kruszywa pozwala na zmniejszenie jamistości kruszywa przy bardziej ograniczonym zwiększeniu jego powierzchni. Trzeba jednak pamiętać, że obydwa te rozwiązania muszą prowadzić do ustalenia pewnego optimum, ponieważ nie da się osiągnąć jednocześnie minimalnej jamistości i powierzchni właściwej. Wspomniane optimum osiąga się przez odpowiedni dobór uziarnienia kruszywa, co szerzej opisano w kolejnym podrozdziale.
Ostatnią opisywaną w tym podrozdziale własnością kruszywa jest jego wodożądność. Wodożądność kruszywa określa ilość wody jaką należy dodać do masy kruszywa, aby osiągnąć żądaną konsystencję wykonanej na jego bazie mieszanki betonowej. Aby osiągnąć daną konsystencję należy obtoczyć ziarna kruszywa cieńszą lub grubszą warstewką wody (zaczynu) – zależne od żądanej konsystencji. Wielkość wodożądności zależeć więc będzie od rozwinięcia powierzchni ziaren kruszywa oraz konsystencji mieszani betonowej.
Zakładając użycie kruszywa otoczkowego o gęstości ziarnowej 2,65 g/cm3 Stern i Bolome’y przedstawili wielkości wodożądności uzależnione od frakcji kruszywa oraz stopnia ciekłości mieszanki betonowej. Naukowcy ci otrzymali nieco odmienne wyniki ze względu na przyjęcie różnych założeń odnoszących się m in. do wodożądności cementu. Stern zróżnicował wartość wodożądności cementu w zależności od konsystencji a obliczone przez niego wskaźniki wodożądności zaprezentowano w Tabeli 12. Bolome’y przyjął stały wskaźnik wodożądności dla cementu wynoszący 0,23 dm 3 /kg i otrzymał wskaźniki wodożądności przedstawione w Tabeli 13. Tabele 12 i 13 prezentują wartości wskaźników wodożądności dla kruszyw otoczkowych o gęstości ziarnowej 2,65 g/cm 3 . Gdy stosuje się kruszywo łamane należy zwiększyć podane w w/w tabelach wskaźniki o 15 % ze względu na większe rozwinięcie powierzchni ziaren kruszywa łamanego. W przypadku kruszywa o gęstości ziarnowej (ρ rd ) znacznie odbiegającej od założonej przez Sterna i Bolomey’a należy dodatkowo pomnożyć wskaźniki wodożądności przez
Tabela 12. Wartości wskaźników wodożądności według Sterna dla kruszywa otoczkowego o gęstości ziarnowej 2,65 g/cm3 i cementu [28].

Tabela 13. Wartości wskaźników wodożądności według Bolomey’a dla kruszywa otoczkowego o gęstości ziarnowej 2,65 g/cm3 i cementu [28].

wartość ilorazu 2,65/ρrd . Obliczając wartość wodożądności dla kruszywa składającego się z wielu frakcji należy obliczyć średnią ważoną wartości wskaźników wodożądności, gdzie wagami są zawartości poszczególnych frakcji kruszywa.
-
Uziarnienie
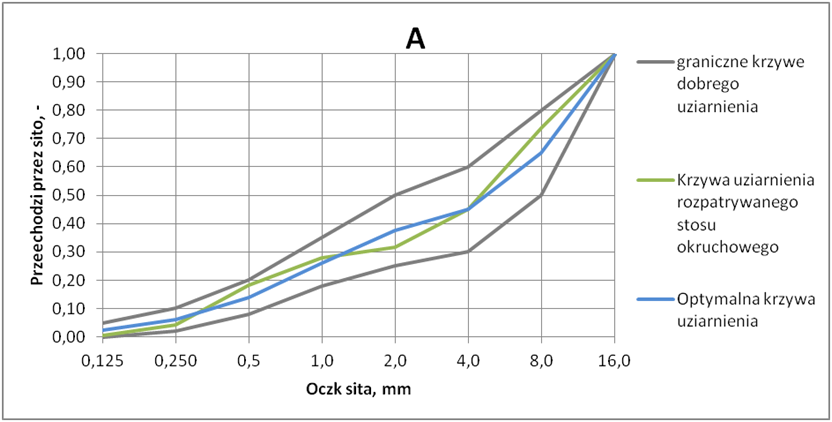
Uwzględniając zagadnienie omówione we wstępie niniejszego rozdziału dąży się do ograniczenia ilości zaczynu cementowego w składzie mieszanki betonowej na rzecz kruszywa. Aby to osiągnąć przy zachowaniu założonej konsystencji mieszanki betonowej należy minimalizować jamistość i powierzchnię właściwą kruszywa. Jednak, jak już wspomniano, nie jest możliwa jednoczesna minimalizacja tych dwóch wielkości. Aby osiągnąć optymalne proporcje pomiędzy jamistością i powierzchnią właściwą kruszywa należy przyjąć pewien kompromis. Jedną z wypracowanych metod osiągnięcia wspomnianego kompromisu jest taki dobór proporcji pomiędzy poszczególnymi frakcjami kruszywa aby uziarnienie otrzymanego stosu okruchowego mieściło się w tzw. obszarze dobrego uziarnienia podanym w nieaktualnej już normie PN-88/B-06250. Obszary dobrego uziarnienia zaczerpnięte ze wspomnianej normy dla kruszyw o maksymalnym uziarnieniu 16, 31,5 i 63 mm zaprezentowano odpowiednio na Wykresach 13, 14 i 15.

Wykres 13. Obszar dobrego uziarnienia dla kruszywa o maksymalnym wymiarze ziaren 16 mm według PN-88/B-06250. Wykres zaczerpnięty z [28].

Wykres 14. Obszar dobrego uziarnienia dla kruszywa o maksymalnym wymiarze ziaren 31,5 mm według PN-88/B-06250.Wykres zaczerpnięty z [28].

Wykres 15. Obszar dobrego uziarnienia dla kruszywa o maksymalnym wymiarze ziaren 63 mm według PN-88/B-06250.Wykres zaczerpnięty z [28].
Inną metodą doboru optymalnego uziarnienia kruszywa do betonu jest tzw. iteracyjny dobór składu ziarnowego kruszywa. Polega on na doświadczalnym doborze proporcji różnych frakcji kruszyw na podstawienie minimalnej wartości sumy jamistości i wodożądności skomponowanej mieszanki kruszyw. Dokładny opis tej metody doboru uziarnienia kruszywa został zamieszczony w pracy Prof. J. Śliwińskiego [28].
-
Wytrzymałość mechaniczna
Wytrzymałość betonu nie może być wyższa niż wytrzymałość kruszywa, z którego jest wykonany. Bezpośrednie określenie wytrzymałości skały, z której pochodzi kruszywo jest często niemożliwe, szczególnie w przypadku kruszyw nie poddanych przekruszeniu (otoczakowych). Dodatkowo takie badania, jeżeli nawet są możliwe do wykonania, często nie dają prawdziwego obrazu o przydatności danego kruszywa do betonu. Ze względu na ten fakt korzysta się z metod pośrednich określenia wytrzymałości kruszywa. Można wymienić bardzo wiele takich metod, jednakże w niniejszej pracy zostaną wymienione tylko wybrane.
Jako badanie wzorcowe odporności kruszywa na rozdrabnianie aktualne obowiązująca norma na kruszywa PN-EN 12620+A1:2010 podaje metodę bębna Los Angeles (współczynnik Los Angeles). Metoda ta jest często stosowana ponieważ jej wyniki wykazują dobrą korelację nie tylko z wynikami badań właściwości mechanicznych kruszyw ale również z wynikami badań betonu na zginanie i ściskanie [4]. W tej metodzie kruszywo w bębnie Los Angeles na skutek obracania się bębna i uderzania kulami stalowymi zostaje rozdrobnione na skutek działania różnorakich naprężeń (przede wszystkim udarność i ścieranie). Po określonej liczbie obrotów bębna mierzy się ilość kruszywa pozostałego na sitach kontrolnych. Im niższa wartość współczynnika Los Angeles tym większa wytrzymałość kruszywa a tym samym większa jego przydatność do betonu. Zasada wykonania badania została podana w normie PN-EN 1097-2:2010, a kategorię maksymalnych wartości współczynnika Los Angeles w normie
PN-EN 12620+A1:2010.
Inną, bardzo starą aczkolwiek wciąż wykorzystywaną, metodą badania wytrzymałości mechanicznej kruszywa jest oznaczenie wytrzymałości kruszywa na zgniatanie w cylindrze (wskaźnik rozkruszania). Opis sposobu wykonywania oznaczenia można znaleźć w normie PN-78/B-06714/40. Badanie polega na ściskaniu luźno usypanego kruszywa w nieodkształcalnym cylindrze. Po ściskaniu mierzy się ilość kruszywa pozostałego na sitach kontrolnych i podaje tzw. wskaźnik rozkruszania. Im niższy wskaźnik rozkruszania tym bardziej wytrzymałe kruszywo.
Badaniem dającym mniej informacji na temat wytrzymałości kruszywa ale najlepiej odzwierciedlającym jego przydatność do betonu jest bezpośrednie badanie wytrzymałości betonu wytworzonego z badanego kruszywa. Wyniki badań takiego betonu można porównać do wyników badań betonów o znanych wcześniej właściwościach lub wykonać próbne mieszanki betonowe na bazie kruszyw o znanych właściwościach. Jeżeli okaże się, że wyniki badań betonu z testowanym kruszywem są gorsze niż wyniki badań betonu odniesienia można wnioskować o gorszej ich przydatności do betonu niż tych drugich. Ważne wskazówki dotyczące jakości kruszywa może dać również analiza przełomu próbek po wykonaniu badania. Jeżeli na powierzchni przełomu obserwuje się wiele ziaren przełamanych oraz dodatkowo spadek wytrzymałości betonu można wnioskować, że kruszywa posiadają niższą wytrzymałość niż wytrzymałość nominalna betonu. W takiej sytuacji może się okazać, że kruszywo może być użyte tylko do betonów niższych klas.
-
Mrozoodporność
W przypadku zaistnienia ryzyka oddziaływana na wykonywany element cyklicznego zamrażania lub odmrażania zawartej w betonie wody należy wziąć pod uwagę mrozoodporność kruszywa, z którego zostanie wykonany beton. W tym miejscu autor posłuży się aktualnie obowiązującymi normami w tym zakresie. Norma
PN-EN 206+A1:2016 obliguje przy komponowaniu składu betonu narażonego na zamrażanie/rozmrażanie (we wszystkich klasach XF) na stosowanie kruszywa o odpowiedniej mrozoodporności i odwołuje czytelnika normy do przywoływanej już normy PN-EN 12620+A1:2010. Podaje ona w załączniku F kategorie nasilenia zamrażania-rozmrażania w zależności od klimatu i końcowego zastosowania. Dla klimatu takiego jak Polski (klimat kontynentalny) oprócz warunków środowiskowych, w których konstrukcja nie jest narażona na mróz i wilgoć wymagane jest użycie kruszywa mrozoodpornego. Tylko w przypadku częściowego nasycenia wodą przy braku kontaktu z solami jest to kategoria mrozoodporności F 2 lub MS25 . W pozostałych przypadkach wymagane jest kruszywo o najwyższej mrozoodporności określane kategoriami F1 lub MS 18 . Cytowana norma zaleca w takim przypadku wykonywanie badania mrozoodporności kruszywa odpowiednio według PN-EN 1367-1:2007 lub PN-EN 1367-2:2010 oraz podaje kryteria przyporządkowania kruszywa do odpowiedniej klasy mrozoodporności. Mrozoodporność F badana według pierwszej z wymienionych norm określana jest na podstawie ubytku masy próbek po cyklicznym zamrażaniu i rozmrażaniu jako procent [%] masy próbki wyjściowej (współczynnik liczbowy po literze F). Druga metoda określająca przynależność do kategorii mrozoodporności MS polega na kilkukrotnym zanurzaniu kruszywa w roztworze siarczanu magnezu i suszeniu. Również w tym przypadku wynik podawany jest jako procent [%] ubytku masy kruszywa.
Literatura
[1] https://standards.cen.eu/dyn/www/f?p=204:110:0::::FSP_PROJECT,FSP_ORG_ID:41766,6035&cs=1490F786F5F4214E6B7104B2BF5F74D88, dostęp 19.04.2017
[2] Kurdowski W., Chemia cementu i betonu. Wydawnictwo Polski Cement, Kraków, 2010.
[3] Małolepszy J., Deja J., Brylicki W., Gawlicki M., Technologia Betonu-Metody Badań. Uczelniane Wydawnictwo Naukowo-Techniczne, Kraków 2000.
[4] Neville A.M., Właściwości betonu. Wydawnictwo Stowarzyszenia Producentów Cementu, Kraków 2012
[5] Giergiczny Z., Cement, kruszywa, beton w ofercie Grupy Górażdże – rodzaje, właściwości, zastosowanie . Chorula 2015
[6] http://www.gorazdze.pl/, dostęp 02.05.2017
[7] http://www.cemex.pl/, dostęp 02.05.2017
[8] http://www.lafarge.pl/ dostęp 03.05.2017
[9] http://ozarow.com.pl/ dostęp 03.05.2017
[10] http://odrasa.eu/ dostęp 03.05.2017
[11] http://www.wartasa.com.pl/ dostęp 03.05.2017
[12] Czarnecki L., Dlaczego beton ma przyszłość? Budownictwo Technologie Architektura, 3, 2003, 24-27.
[13] 2016 INFORMATOR Przemysł Cementowy w liczbach, Stowarzyszenie Producentów Cementu, Kraków.
[20] Yoshioka K Tazawa E., Kawai K., Enohata T., Adsorption characteristics of superplasticizers on cement component minerale . Cement and Concrete Research,32,10, 2002, str. 1507-1513
[22] Łukowski P., Modyfikacja materiałowa betonu. Wydawnictwo Stowarzyszenia Producentów Cementu. Kraków 2016
[23] Łukowski P., Nowe osiągnięcia w dziedzinie domieszek do betonu. Budownictwo Technologie Architektura, 2011
[24] Rusin Z., Technologia betonów mrozoodpornych. Wydawnictwo Polski Cement. Kraków 2002.
[25] https://www.gddkia.gov.pl/userfiles/articles/s/specyfikacja_13123/III_betony/OST%20NAWIERZCHNIA%20Z%20BETONU%20CEMENTOWEGO%2015.07.2014.pdf dostęp 20.06.2017
[26] Deja J., Trwałość zapraw i betonów żużlowo-alkalicznych . Polska akademia nauk ceramicznych. Polskie towarzystwo ceramiczne, Ceramika, 83, 144, Kraków (2004).
[27] http://www.gorazdze.pl/pl/node/4082. (dostęp 19.11.2015).
[28] Śliwiński J., Beton zwykły-projektowanie i podstawowe właściwości. Wydawnictwo Polski Cement. Kraków 1999.
[29] http://www.ermco.eu/document/ermco-statistics-2013-pdf/ dostęp 13.07.2016
[30] Jolin D., Burns D., Understending the pumpability of concrete . Engineering Conferences International, 2009.
[31] Elkey w., Janssen D.J., Hover K.C., Concrete pumping effect on entrained air-voids . Washington State Transportation Center. University of Washington. 1997.
[32] Jamroży Z., Beton i jego technologie. Wydawnicto naukowe PWN SA. Warszawa 2015.
[33] Halbiniak J. Ćwiąkała M., Zasady projektowania betonów w zależności od składu . Materiały Budowlane, 451, 2010.
[34] Bobrowski A., Gawlicki M., Cement-Metody badań. Wybrane kierunki stosowania. Wydawnictwo AGH. Kraków 2015.
[35] http://www.androimpex.pl/superplastyfikator-fm-150.html dostęp 31.07.2017
[36] Graur z., Gawlicki M., Wpływ stałych paliw alternatywnych na pracę instalacji piecowej wytwarzającej klinkier portlandzki i na właściwości cementów powszechnego użytku . Materiały ceramiczne, 68, 2, 120-124, 2016.
Wykaz norm
PN-EN 197-1:2012
prEN 197-1 rev
PN-EN 196-1:2006
PN-EN 197-1:2012
PN-EN 196-3:2016-12
PN-EN 934-2+A1:2012
PN-EN 480-11:2000
PN-B-06250:1988
PN-EN 206+A1:2016-12
PN-EN 197-1:2012
PN-EN 206:2014
PN-EN 12620:2004
EN 12350-2
EN 12350-4
EN 12350-5
EN 12350-7
EN 12350-8
PN-88/B-06250
PN-EN 196-6:2011
PN-EN 196-1:2006
PN-EN 480-11:2008