



Wprowadzenie
Celem niniejszej pracy jest sformułowanie praktycznych wskazówek dla projektantów betonu, które byłyby dostosowane do aktualnie dostępnych surowców oraz współcześnie stawianych wymagań. W pierwszej kolejności wymienić należy wyznaczenie zależności wytrzymałości na ściskanie od rzeczywistego wskaźnika wodno/cementowego na podstawie zarobów wykonanych w warunkach przemysłowych. Wyszczególnić należy również wyjaśnienie wpływu transportu i pompowania mieszanek betonowych na ich właściwości ze szczególnym uwzględnieniem trwałości betonu.
-
Cel pracy
Jak zaznaczono we wprowadzeniu do niniejszej pracy, ogólnym jej celem jest dostarczenie informacji, które pomogłyby uwzględnić współczesne warunki i wymagania w procesie projektowania betonu. Głównym celem praktycznym tej pracy jest wyprowadzenie zależności wytrzymałości na ściskanie od rzeczywistego wskaźnika c/w dla betonu wytwarzanego w warunkach przemysłowych. Postanowiono również objaśnić wpływ transportu i pompowania na właściwości mieszanki betonowej jak i stwardniałego betonu. Uzasadnienie słuszności podjętych prac zostało zaakcentowane w wielu miejscach części teoretycznej tej pracy. Są to przede wszystkim duże zmiany we właściwościach surowców wykorzystywanych do produkcji betonu na przestrzeni ostatnich lat. Na uwagę zasługuje duża popularność betonu wytwarzanego w centralnej wytwórni, transportowanego a następnie pompowanego do miejsca wbudowania. Istnieją również przesłanki literaturowe wskazujące na możliwość zmian właściwości mieszanki betonowej i betonu po procesie pompowania.
Na podstawie analizy danych literaturowych oraz praktyki przemysłowej Autor wyprowadza tezę, że pompowanie betonu w znaczący sposób wpływa na właściwości mieszanki betonowej oraz betonu. Charakter tych zmian zależny jest w dużej mierze od ciśnienia pompowanego betonu. Realizacja części teoretycznej niniejszej pracy jest próbą weryfikacji tej tezy.
-
Program badań
Aby wygodniej prześledzić przyjęty podczas realizacji pracy tok postępowania na Rysunku 11 zaprezentowano program badań w formie schematu. Na wstępie, aby móc rozpocząć proces projektowania mieszanek betonowych, zbadano podstawowe właściwości surowców. Obiektem wstępnych badań są kruszywa i cementy, których zakres badań przedstawiono na w/w Rysunku. Na podstawie uzyskanych informacji zaprojektowano dwie grupy receptur. Pierwsza, służąca do wyznaczenia zależności wytrzymałości na ściskanie od rzeczywistego współczynnika w/c (c/w), obejmuje dwa rodzaje cementów oraz jeden rodzaj kruszywa. Zaprojektowane mieszanki betonowe posiadają rzeczywisty współczynnik w/c (c/w) w zakresie od 1,0 do 0,33 (od 1 do 3).







 Rysunek 11. Graficzna prezentacja programu badań.
Rysunek 11. Graficzna prezentacja programu badań.
Mieszanki betonowe zbadano pod kątem konsystencji, gęstości oraz zawartości powietrza a dla betonów sprawdzono wytrzymałość na ściskanie aby wyznaczyć wspomnianą zależność. Druga grupa mieszanek betonowych została zaprojektowana na bazie tych samych surowców. Składy mieszanek betonowych grupy II, w szczególności konfiguracja cementów, zostały podyktowane bieżącymi potrzebami produkcyjnymi Firmy OLBET w której zrealizowano zaroby przemysłowe. Dla zbadania wpływu pompowania na rozkład wielkości porów powietrznych w betonie skorzystano również z mieszanek betonów napowietrzonych. Wszystkie te mieszanki zostały zrealizowane w warunkach przemysłowych w mieszalniku przemysłowym ARCEN ARCMOV MDE 3000 4l+ o pojemności zarobowej 2,0 m 3 . Na podstawie kompletu badań, obejmujących również oznaczenie rozkładu wielkości porów, wyjaśniono wpływ transportu oraz pompowania na właściwości mieszanek betonowych oraz betonów.
-
Surowce
Do wykonania mieszanek betonowych użyto surowców z bieżącej produkcji Firmy OLBET. W okresie realizacji badań, Firma korzystała z cementów wyprodukowanych przez Grupę Górażdże: CEM I 42,5 R (z cementowni w Choruli) oraz CEM III/B 42,5 L (z przemiałowni EKOCEM w Dąbrowie Górniczej). Na potrzeby niniejszej pracy w laboratorium Katedry Technologii Materiałów Budowlanych Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie wykonano badania powierzchni właściwej metodą Blaine’a (zgodnie z PN-EN 196-6:2011) oraz normowej wytrzymałości na ściskanie (zgodnie z PN-EN 196-1:2006) w/w cementów. Wyniki badań przestawiono w Tabeli 18.
Tabela 18. Właściwości cementów CEM I 42,5 R oraz CEM III/B 42,5 L użytych do wykonania mieszanek betonowych.

Do wyprodukowania mieszanek betonowych użyto grubego kruszywa otoczkowego o wymiarze ziaren 2/16 oraz piasku o wymiarze ziaren 0/2. Zgodnie z programem badań (Rysunek 11), aby przyjąć poprawne założenia do projektowania mieszanek betonowych wykonano badania w/w kruszyw. Wyniki oznaczeń wraz z normami opisującymi poszczególne metody badań podano zgodnie z PN-EN 12620+A1:2010 w Tabeli 19.
Tabela 19. Wyniki badań kruszyw użytych do wykonania mieszanek betonowych.


Wykres 18. Skład ziarnowy kruszywa otoczkowego o wymiarze ziaren 2/16 użytego do wykonania mieszanek betonowych badane zgodnie z PN-EN 933-1:2000.

Wykres 19. Skład ziarnowy piasku o wymiarze ziaren 0/2 użytego do wykonania mieszanek betonowych badane zgodnie z PN-EN 933-1:2000.
Na Wykresie 18 oraz 19 przedstawiono krzywe uziarnienia obu kruszyw. Jako domieszkę modyfikującą konsystencję mieszanki betonowej użyto superplastyfikatora FM-150 Firmy ANDROIMPEX. Producent deklaruje, że jest to domieszka polikarboksylanowa, redukująca ilość wody zarobowej przy stałej konsystencji w granicach od 12 do 40 % [35]. Do wykonania mieszanek betonów napowietrzonych wykorzystano domieszkę napowietrzającą NK-3 tej samej Firmy.
-
Składy mieszanek betonowych
Aby zaprojektować składy mieszanek betonowych postanowiono skorzystać z analitycznej metody trzech równań. Zgodnie z programem badań przyjęto następujące założenia do projektowania mieszanek betonowych grupy I:
- użycie cementu CEM I 42,5 R oraz CEM III/B 42,5L;
- użycie kruszywa żwirowego pochodzącego z bieżącej produkcji Firmy OLBET;
- zakres rzeczywistego w/c (c/w) mieszanek betonowych w zakresie od 1,0 do 0,33
(1 do 3);
Aby dobrze odzwierciedlić rzeczywiste potrzeby stawiane przez rynek betonu towarowego przyjęto również, że wszystkie mieszanki betonowe muszą wykazywać dobrą pompowalność.
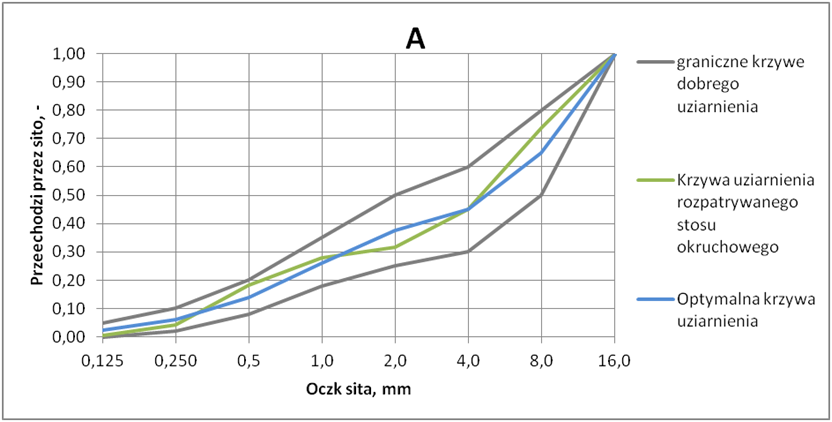
Proces projektowania tej grupy receptur rozpoczęto od doboru uziarnienia stosu okruchowego dla dwóch mieszanek betonowych o znacznie różniących się współczynnikach w/c. Na Wykresie 20 przedstawiono krzywe uziarnienia mieszanek


Wykres 20. Krzywa uziarnienia dla mieszanki o rzeczywistym w/c równym 0,75 (A) oraz 0,34 (B) oraz graniczne krzywe uziarnienia kruszywa do betonu według PN-88/B-06250.
betonowych o rzeczywistym współczynniku w/c równym 0,75 oraz 0,34. Podczas projektowania składu kruszywa, główną niedogodnością była niska zawartość ziaren do 0,25 mm oraz od 1 do 2 mm, co wynikało z niekorzystnego uziarnienia piasku (Wykres 19). Niska zawartość ziaren o w/w wymiarach spowodowało trudności w dobrym dopasowaniu krzywych uziarnienia stosu okruchowego projektowanych mieszanek betonowych do optymalnej krzywej uziarnienia. W przypadku mieszanki betonowej o wyższym współczynniku w/c, dla zapewnienia zadowalającej pompowalności należało zwiększyć zawartość drobnych ziaren kruszywa co w połączeniu z niekorzystnym uziarnieniem piasku spowodowało znaczące zwiększenie zawartości ziaren o wymiarach od 0,5 do 1,0 mm powyżej górnej granicznej krzywej dobrego (zalecanego) uziarnienia. W przypadku stosu okruchowego dla mieszanki o niższym w/c, fakt niekorzystnego uziarnienia piasku spowodował nadmierne zwiększenie zawartości ziaren o wymienionych wymiarach ponad optymalną krzywą uziarnienia.
Na podstawie tak skomponowanego kruszywa w pełni zaprojektowano oraz sprawdzono doświadczalnie mieszanki betonowe o wymienionych wskaźnikach w/c. W dalszej kolejności wykreślono proste, które pozwoliły poprzez interpolację oraz ekstrapolację na wyznaczenie składów pozostałych mieszanek betonowych. Na Wykresie 21 przedstawiono graficzną interpretacje składów mieszanek betonowych.

Wykres 21.Graficzna prezentacja składów mieszanek betonowych grupy I.
Składy mieszanek betonowych grupy II łącznie z konfiguracją cementów zostały zaczerpnięte z bieżących receptur Firmy OLBET. W Tabeli 20 przedstawiono receptury betonów obu grup. W w/w Tabeli zamieszczono zarówno pozorną jak i rzeczywistą ilość wody. Woda pozorna to suma ilości wody zarobowej oraz wody wynikającej z wilgotności kruszyw (woda w porach kruszywa oraz woda wolna na jego powierzchni), której zawartość badana jest przez sondę wilgotności kruszyw. Woda rzeczywista wynika z dodaniu do wody pozornej masy superplastyfikatora oraz odjęcia wody wchłoniętej przez pory kruszywa, której zawartość wynika z jego nasiąkliwości (Tabela 19). Poniżej przedstawiono przykładowy sposób obliczenia ilości wody rzeczywistej dla mieszanki nr 5:


Gdzie:
Wrz – masa wody rzeczywistej, kg;
Wp – masa wody pozornej, kg;
SP – masa superplastyfikatora, kg;
K0/2 – masa kruszywa drobnego, kg;
K2/16 – masa kruszywa grubego, kg;
w0/2 wilgotność kruszywa drobnego, %;
w2/16 – wilgotność kruszywa grubego, %;
Druga od prawej kolumna Tabeli 20 prezentuje gęstości mieszanek betonowych uzyskanych na podstawie przeprowadzonych w ramach procesu projektowania doświadczeń.
Tabela 20. Receptury mieszanek betonowych.

-
Wyniki badań
-
Wyznaczenie funkcji Rc=f(c/w)
Zaprojektowane mieszanki betonowe zostały wykonane w przemysłowym mieszalniku ARCEN ARCMOV MDE 3000 4l+ oraz załadowane do betonomieszarki samochodowej, po czym niezwłocznie pobierano próbki betonu z rynny betonomieszarki. W ciągu nie dłuższym niż 20 minut zbadano: temperaturę powietrza, temperaturę mieszanki betonowej, opad stożka (bezpośrednio po pobraniu), zawartość powietrza oraz gęstość mieszanki betonowej. Do badań wytrzymałości na ściskanie pobrano po 3 lub 6 próbek sześciennych (w zależności od ilości terminów badań) o wymiarach 150 x 150 x 150 mm. Po odpowiednim czasie dojrzewania zbadano wytrzymałość na ściskanie betonów. W Tabeli 21 przedstawiono zestawienie wyników badań natomiast na Wykresach 22 oraz 23 graficzne porównanie wyników badań średnich wytrzymałości na ciskanie betonów od rzeczywistego współczynnika c/w dla różnych rodzajów cementu oraz różnych okresów dojrzewania. Na Wykresie 22 porównano wytrzymałość w funkcji wskaźnika w/c R c =f(c/w) po 28 dniach dojrzewania dla betonu z cementem CEM I 42,5 R oraz
CEM III/B 42,5 L. Z analizy nachylenia prostych funkcji regresji można wnioskować, że betony na bazie cementu hutniczego wykazują mniejszy przyrost wytrzymałości wraz ze wzrostem wskaźnika c/w niż betony na bazie cementu portlandzkiego. Dodatkowo porównując dane z w/w Wykresu z badaniami wytrzymałości na ściskanie zapraw normowych (Tabela 18) można stwierdzić, że porównanie wytrzymałości betonu z takimi cementami na bazie wyników badań wytrzymałości zapraw normowych w zakresie wyższych wskaźników c/w może nie pozwolić na wyciągnięcie poprawnych wniosków.
Analizując przebieg prostych na Wykresie 23 można wnioskować, że przyrost wytrzymałości betonu na bazie cementu portlandzkiego pomiędzy 28 a 56 dniem dojrzewania jest wyższy dla wyższych stosunków c/w. Na podobne zależności wskazuje Prof. A.M. Neville w swoim dziele [4], w którym Autor wyjaśnia, że ziarna cementu w mieszankach o wyższych współczynnikach c/w są umieszczone bliżej siebie co pozwala na szybsze ustalenie się ciągłego układu żelu C-S-H.
W Tabeli 22 zestawiono uzyskane współczynniki pozwalające na wyliczenie wytrzymałości na podstawie ogólnego równania Bolomey’a. Ze względu na brak wyraźnego zmniejszenia nachylenia prostej funkcji regresji przy c/w>2,5 wyznaczono takie same współczynniki dla całego zakresu badanego współczynnika c/w (od 1 do 3).
Tabela 21. Zestawienie wyników badań mieszanek betonowych i betonów grupy I.


Wykres 22. Porównanie średnich wytrzymałości na ściskanie betonów po 28 dniach dojrzewania wytworzonych na bazie CEM III/B 42,5 L CEM I 42,5 R od rzeczywistego współczynnika c/w.

Wykres 23. Porównanie średnich wytrzymałości na ściskanie betonów po 28 oraz 56 dniach dojrzewania wytworzonych na bazie CEM I 42,5 R od rzeczywistego współczynnika c/w.
Należy zauważyć, że wyznaczone wartości współczynnika nie odbiegają znacznie od podanych przez Bolomey’a (Tabela 15).
Tabela 22. Wartości współczynników A oraz a do równania Bolomey’a wyznaczone na podstawie wyników badań.

Protokoły z przeprowadzonych badań oraz wydruki z systemu sterowania węzłem betoniarskim zostały zamieszczone jako załącznik.
-
Wpływu transportu i pompowania na parametry mieszanki betonowej i betonu
Aby objaśnić wpływ transportu na właściwości mieszanek betonowych i betonów grupy II zbadano: temperaturę powietrza, temperaturę mieszanki betonowej, opad stożka i/lub rozpływ swobodny mieszanki betonowej, zawartość powietrza w mieszance betonowej, gęstość mieszanki betonowej oraz wytrzymałość na ściskanie betonu. Mieszankę betonową pobierano bezpośrednio po załadowaniu do betonomieszarki, następnie po 45 minutach transportu w betonomieszarce oraz po kolejnych 45 min lub 115 min takiego transportu (w sumie 90-cio lub 160-cio minutowy transportu). Wykonano 3 próby tego typu a rezultaty badań zestawiono w Tabeli 23 oddzielając wyniki z kolejnych prób podwójnymi poziomymi liniami . Podczas prób oznaczonych jako R3, R4, R5 oraz R8, R9, R10 diametralne pogorszenie konsystencji mieszanki betonowej zmusił Autora do wtórnego dozowania superplastyfikatora lub wody, dlatego te przypadki nie zostaną poddane analizie.
Wysoka ciekłość mieszanki betonowej podczas próby, której wyniki badań oznaczono jako R11, R12, R13 pozwoliła na zakończenie jej transportu bez konieczności wtórnego dozowania. Podczas transportu mieszanki betonowej po pierwszych 45 minutach (oznaczone jako R12 w Tabeli 23) nastąpił spadek zawartości powietrza z 5,5 % do 4,8 % oraz oczywista utrata konsystencji. Zmniejszenie zawartości powietrza nie spowodowało znaczącego wzrostu wytrzymałości na ściskanie betonu. Po kolejnych 45 minutach transportu (oznaczone jako R13 w Tabeli 23) przed pobraniem próbki betonu zwiększono znacząco prędkość obrotową betonomieszarki celem uaktywnienia domieszki napowietrzającej. Zabieg ten spowodował wzrost zawartości powietrza do 5,5 % co poprzez zwiększenie ilości zaczynu cementowego powinno doprowadzić do upłynnienia mieszanki betonowej. Jednak, wzrost zawartości powietrza nie doprowadził do zwiększenia stopnia ciekłości mieszanki betonowej. Możliwe, że efekt napowietrzenia został skompensowany przez spadek efektywności działania superplastyfikatora wraz z upływem czasu.
Dla omawianego przypadku wspólnie z Instytutem Podstawowych Problemów Techniki Polskiej Akademii Nauk w Warszawie (IPPT PAN) dokonano badań charakterystyki porów powietrznych w betonie według PN-EN 480-11:2008. W Tabeli 24 przedstawiono wyniki tych oznaczeń w postaci parametrów mikrostruktury porów powietrznych. Z analizy danych zamieszczonych w w/w tabeli wynika, że po 45 min. transportu przy niskiej prędkości obrotowej betonomieszarki (R12 w Tabeli 24) nastąpiło zmniejszenie średnicy porów powietrznych co znalazło odzwierciedlenie w spadku powierzchni właściwej porów α z 26,2 mm -1 do 21,0 mm-1 . Pogorszenie tego parametru spowodowało zmniejszenie objętości porów o wymiarach poniżej 300 μm A300 z 2,27 % do 1,74 % oraz zwiększenie średniej odległości pomiędzy porami  z 0,21 mm do 0,26 mm pomimo stałej całkowitej zawartości powietrza A wynoszącej około 4,4 %. Zauważyć można, że w tym przypadku pomiary zawartości powietrza metodą ciśnieniową oraz mikroskopową nie
z 0,21 mm do 0,26 mm pomimo stałej całkowitej zawartości powietrza A wynoszącej około 4,4 %. Zauważyć można, że w tym przypadku pomiary zawartości powietrza metodą ciśnieniową oraz mikroskopową nie
korespondują ze sobą. Po kolejnych 45 minutach transportu ze zwiększeniem prędkości obrotowej betonomieszarki pod koniec tego procesu zauważa się zwiększenie całkowitej zawartości powietrza A do 5,87 % (w przypadku pomiaru metodą ciśnieniową do 5,5 %). Poprawa parametru A wraz ze zwiększeniem powierzchni właściwej porów α do 29,5 mm 1 wynika ze zwiększenia energii mieszania, która spowodowała zwiększenie objętości mikroporów A300 do 3,30 % . Konsekwencją tych zmian jest zmniejszenie średniej odległości pomiędzy porami do 0,16 mm. Zmiany te można również prześledzić na podstawie rozkładu wielkości porów zamieszczonego na Wykresie 24 oraz Rysunku 11.
Tabela 23. Wyniki badań mieszanek betonowych i betonów grupy II.

Tabela 24. Zestawienie parametrów mikrostruktury porów powietrznych w betonie podczas transportu mieszanki betonowej.


Wykres 24. Skumulowana zawartość powietrza w próbkach betonów pobranych podczas transportu mieszanki betonowej.
a)

b)

c)

Rys. 11. Przykładowe obrazy mikrostruktury porów kulistych betonu (a) R11, (b) R12, (c) R13 (pory – barwa biała)
Aby zrealizować kolejny cel niniejszej pracy, jakim jest objaśnienie wpływu pompowania na właściwości mieszanki betonowej i betonu, wykonano 7 prób pompowania mieszanki betonowej. Podczas prób pobierano próbki mieszanki betonowej z rynny (R) betonomieszarki bezpośrednio przed jej załadowaniem do pompy jak i po przepompowaniu (P). Wyniki badań przedstawiono w Tabeli 23, gdzie kolejne próby oznaczono analogicznie literami R oraz P z jednakowymi symbolami liczbowymi. W Tabelach 25 oraz 26 przestawiono kolejno zestawienie wyników badań konsystencji oraz zawartości powietrza wraz ze średnimi wartościami wytrzymałości betonów na ściskanie.
Jak pokazują wyniki zamieszczone w Tabeli 25, pompowanie mieszanki betonowej tylko w dwóch przypadkach (R13/P13 oraz R2/P2) nie powoduje pogorszenia jej konsystencji (różnice w wynikach oznaczeń konsystencji mieszczą się w granicy błędu pomiarowego). Pogorszenie tej cechy nasila się ze zwiększeniem ciśnienia pompowanego betonu, co ma bezpośredni związek z szybkością pompowania oraz pozycją wysięgu pompy (uwagi w Tabeli 25). Ciekawą obserwacją jest również to, że w niektórych przypadkach (R1/P1, R7/P7, R6/P6) pogorszenie konsystencji występuje pomimo wzrostu zawartości powietrza (Tabela 26). Pogorszenie konsystencji mieszanek betonowych w marginalnych przypadkach (R1/P1 czy R7/P7) jest znaczne i sięga 55 mm mierzonych metodą opadu stożka oraz 140 mm mierzonych metodą rozpływu swobodnego. Kolejne zestawienie zamieszczone w Tabeli 26 pokazuje, że w większości przypadków po procesie pompowania mieszanki betonowej następuje wzrost zawartości powietrza w jej składzie oraz spadek wytrzymałości betonu. W tym przypadku nie występuje bezpośrednia korelacja pomiędzy zmianą tych parametrów a ciśnieniem pompowanego betonu.
Można natomiast zauważyć, że w betonach, których mieszanki zostały bardziej napowietrzone przez pompowanie następuje większa utrata wytrzymałości. Jednak biorąc pod uwagę, że na ogół zwiększenie zawartości powietrza o 1% powoduje spadek wytrzymałości o 5-6 %, wzrost zawartości powietrza wydaje się nie do końca tłumaczyć tak duże spadki wytrzymałości.
Dla dwóch prób pompowania wspólnie z IPPT PAN przeprowadzono badania mikrostruktury porów powietrznych, których wyniki zostały zaprezentowane w Tabeli 27 i 28 jak również na Wykresach 25 i 26. W Tabeli 27 przedstawiono wyniki badań wpływu powolnego pompowania na mikrostrukturę porów powietrznych w betonie. W tym przypadku zaobserwowano zmniejszenie średnic porów kulistych w zaczynie cementowym. Wskazuje na to zwiększenie powierzchni właściwej porów α z 17,1 mm -1 do 26,8 mm-1. Zmniejszenie średnic porów powietrznych jest na tyle duże, że pomimo.
spadku całkowitej zawartości powietrza obserwuje się również zmniejszenie współczynnika .
Tabela 25. Zestawienie wyników badań zmiany konsystencji podczas pompowania mieszanki betonowej.

Tabela 26. Zestawienie wyników badań zmiany zawartości powietrza oraz wytrzymałości na ściskanie betonów podczas pompowania mieszanki betonowej.

Na Wykresie 25 widać znaczy wzrost objętość powietrza w porach o średnicy od 180 do 240 μm, co przekłada się na wzrost parametru A300 z 1,37 % do 1,68 %. Wzrost zawartości powietrza mierzony metodą ciśnieniową z 4,4 % do 4,7 % nie ma odzwierciedlenia w pomiarze całkowitej zawartości powietrza A mierzonego metodą mikroskopową. Może to świadczyć o wprowadzeniu do mieszanki betonowej dużych porów powietrznych o wymiarach większych niż zakres pomiarowy metody mikroskopowej, co potwierdzałby niewielki spadek średniej wytrzymałości betonu na ściskanie po procesie pompowania (Tabela 26). Przykładowe zdjęcia mikrostruktury badanych betonów widoczne są na Rysunku 12.
Tabela 27. Zestawienie parametrów mikrostruktury porowatości betonu przed i po procesie powolnego pompowania mieszanki betonowej.


Wykres 25. Skumulowana zawartość powietrza w próbkach betonów pobranych podczas powolnego pompowania mieszanki betonowej.
a)

b)

Rysunek 12. . Przykładowe obrazy mikrostruktury porów kulistych betonu (a) R10, (b) P10 (pory – barwa biała).
Inne trendy obserwuje się podczas pompowania mieszanki betonowej pod zwiększonym ciśnieniem na skutek zwiększenia szybkości pompowania (Tabela 28). W przypadku pompowania mieszanki betonowej przy zwiększonym ciśnieniu w rurociągu pompy następuje niewielkie zmniejszenie powierzchni właściwej porów α z 29,5 mm -1 do 25,5 mm-1 oraz całkowitej zawartości powietrza A z 5,87 % na 5,47 %. Te zmiany skutkują niewielkim spadkiem wartość wskaźnika rozmieszczenie porów . W tym przypadku nie obserwuje się zmian zawartości powietrza mierzonej metodą ciśnieniową, co ma swoje odzwierciedlenie w braku zmian średniej wytrzymałości na ściskanie (Tabela 26). Przykładowe zdjęcia mikrostruktury badanych betonów widoczne są na Rysunku 13.
Tabela 28. Zestawienie parametrów mikrostruktury porowatości betonu przed i po procesie szybkiego pompowania mieszanki betonowej.


Wykres 26. Skumulowana zawartość powietrza w próbkach betonów pobranych podczas szybkiego pompowania mieszanki betonowej.
a)

b)

Rys. 13. Przykładowe obrazy mikrostruktury porów kulistych betonu (a) R13, (b) P13 (pory – barwa biała).
Dla prób pompowania oznaczonych jako R10/P10 oraz R13/P13 wykonano badania porowatości metodą porozymetrii rtęciowej. Na wykresie 28 oraz 29 przedstawiono wyniki dla próby powolnego pompowania betonu, natomiast na wykresie 30 oraz 31 – dla próby szybkiego pompowania betonu. W przypadku wolnego pompowania nie można jednoznacznie stwierdzić, że istnieją znaczące różnice w całkowitej ilości porów w zakresie od 3 nm do 300 μ m oraz ich strukturze wielkości. Nieco inaczej zagadnienie to przedstawia się dla próby pompowania R10/P10. Mieszanka betonowa po szybkim przepompowaniu charakteryzuje się niemal identycznym charakterem porowatości w zakresie od 3 nm do 300 μm, jednakże wyraźnie widać zmniejszenie ilości porów w zakresie do 10 μ m. Trudno jednoznacznie stwierdzić, czy efekt ten pozostaje w korelacji z badaniami optycznymi, gdyż zakresy badawcze nie pokrywają się. Wyniki te jednak stanowią przesłankę do prowadzenia dalszych badań batonów pod kątem ich trwałości np. wyznaczenia współczynników penetracji czynników agresywnych w głąb ich mikrostruktury.

Wykres 28. Skumulowana zawartość powietrza w porach betonu przed i po procesie powolnego pompowania mieszanki betonowej – porozymetria rtęciowa.

Wykres 29. Rozkład wielkości porów w porach betonu prze i po procesie powolnego pompowania mieszanki betonowej – porozymetria rtęciowa.

Wykres 30. Skumulowana zawartość powietrza w porach betonu przed i po procesie szybkiego pompowania mieszanki betonowej – porozymetria rtęciowa.

Wykres 31. Rozkład wielkości porów w porach betonu prze i po procesie szybkiego pompowania mieszanki betonowej – porozymetria rtęciowa.
-
Wnioski
Uzyskane wyniki można podsumować następującymi praktycznymi spostrzeżeniami:
- Betony na bazie użytego cementu CEM I wykazują lepsze przyrosty wytrzymałości po 28 dniach twardnienia wraz ze wzrostem współczynnika c/w niż betony na bazie użytego cementu CEM III/B.
- Wzrost wytrzymałości betonów na bazie cementu CEM I pomiędzy 28 a 56 dniem dojrzewania jest tym większy im wyższy jest współczynnik c/w.
- Obliczenie średniej wytrzymałości na ściskanie betonów wyprodukowanych na bazie surowców podobnych do używanych w niniejszych badaniach można przeprowadzić za pomocą równania Bolomey’a oraz zaprezentowanych w Tabeli 22 współczynników.
- Pomimo prezentowanej w części teoretycznej zmianie we właściwościach surowców używanych do produkcji mieszanek betonowych i betonów, wyznaczone w badaniach proste R c=f(w/c) nie odbiegają znacznie od wyznaczonych za pomocą „oryginalnych” współczynników opublikowanych przez Bolomey’a.
- Podczas transportu mieszanki betonowej przy zbyt niskiej prędkości obrotowej bębna betonomieszarki dochodzi do pogorszenia parametrów mikrostruktury porów powietrznych w betonie. Zwiększenie prędkości obrotowej bębna betonomieszarki pod koniec transportu powoduje poprawę jakości napowietrzenia betonu.
- Pompowanie betonu w większości przypadków powoduje pogorszenie konsystencji mieszanki betonowej, zwiększenie całkowitej zawartości powietrza mierzonej metodą ciśnieniową a w konsekwencji spadek wytrzymałości na ściskanie betonu. Istnieje korelacja pomiędzy szybkością pompowania oraz ustawieniem wysięgu pompy a stopniem utraty konsystencji.
- Powolne pompowanie betonu nie powoduje pogorszenia parametrów mikrostruktury porów powietrznych w betonie natomiast szybkie pompowanie wpływa niekorzystnie na te parametry.
-
Podsumowanie
W niniejszej pracy uzyskano szereg wyników, które sygnalizują jak złożony jest proces tworzenia konstrukcji betonowych (żelbetowych) począwszy od zaprojektowania betonu poprzez jego produkcję, transport, pompowanie i zabudowę.
Analizując uzyskane wyniki można potwierdzić tezę, że pompowanie betonu w znaczący sposób wpływa na właściwości mieszanki betonowej oraz betonu stwardniałego. Można również stwierdzić, że charakter zmian takich właściwości jak konsystencja czy mikrostruktura porów powietrznych zależy w dużej mierze od ciśnienia pompowanego betonu.
W opinii Autora należałoby potwierdzić uzyskane informacje oraz uzupełnić gamę surowców i operacji tak, aby możliwe było stworzenie kompleksowych wytycznych w zakresie produkcji, transportu oraz podawania mieszanki betonowej.
Tekst jest częścią pracy magisterskiej P. Daniel Olszowskiego. Wszelkie prawa autorskie zastrzeżone.
Literatura
[1] https://standards.cen.eu/dyn/www/f?p=204:110:0::::FSP_PROJECT,FSP_ORG_ID:41766,6035&cs=1490F786F5F4214E6B7104B2BF5F74D88, dostęp 19.04.2017
[2] Kurdowski W., Chemia cementu i betonu. Wydawnictwo Polski Cement, Kraków, 2010.
[3] Małolepszy J., Deja J., Brylicki W., Gawlicki M., Technologia Betonu-Metody Badań. Uczelniane Wydawnictwo Naukowo-Techniczne, Kraków 2000.
[4] Neville A.M., Właściwości betonu. Wydawnictwo Stowarzyszenia Producentów Cementu, Kraków 2012
[5] Giergiczny Z., Cement, kruszywa, beton w ofercie Grupy Górażdże – rodzaje, właściwości, zastosowanie . Chorula 2015
[6] http://www.gorazdze.pl/, dostęp 02.05.2017
[7] http://www.cemex.pl/, dostęp 02.05.2017
[8] http://www.lafarge.pl/ dostęp 03.05.2017
[9] http://ozarow.com.pl/ dostęp 03.05.2017
[10] http://odrasa.eu/ dostęp 03.05.2017
[11] http://www.wartasa.com.pl/ dostęp 03.05.2017
[12] Czarnecki L., Dlaczego beton ma przyszłość? Budownictwo Technologie Architektura, 3, 2003, 24-27.
[13] 2016 INFORMATOR Przemysł Cementowy w liczbach, Stowarzyszenie Producentów Cementu, Kraków.
[20] Yoshioka K Tazawa E., Kawai K., Enohata T., Adsorption characteristics of superplasticizers on cement component minerale . Cement and Concrete Research,32,10, 2002, str. 1507-1513
[22] Łukowski P., Modyfikacja materiałowa betonu. Wydawnictwo Stowarzyszenia Producentów Cementu. Kraków 2016
[23] Łukowski P., Nowe osiągnięcia w dziedzinie domieszek do betonu. Budownictwo Technologie Architektura, 2011
[24] Rusin Z., Technologia betonów mrozoodpornych. Wydawnictwo Polski Cement. Kraków 2002.
[25] https://www.gddkia.gov.pl/userfiles/articles/s/specyfikacja_13123/III_betony/OST%20NAWIERZCHNIA%20Z%20BETONU%20CEMENTOWEGO%2015.07.2014.pdf dostęp 20.06.2017
[26] Deja J., Trwałość zapraw i betonów żużlowo-alkalicznych . Polska akademia nauk ceramicznych. Polskie towarzystwo ceramiczne, Ceramika, 83, 144, Kraków (2004).
[27] http://www.gorazdze.pl/pl/node/4082. (dostęp 19.11.2015).
[28] Śliwiński J., Beton zwykły-projektowanie i podstawowe właściwości. Wydawnictwo Polski Cement. Kraków 1999.
[29] http://www.ermco.eu/document/ermco-statistics-2013-pdf/ dostęp 13.07.2016
[30] Jolin D., Burns D., Understending the pumpability of concrete . Engineering Conferences International, 2009.
[31] Elkey w., Janssen D.J., Hover K.C., Concrete pumping effect on entrained air-voids . Washington State Transportation Center. University of Washington. 1997.
[32] Jamroży Z., Beton i jego technologie. Wydawnicto naukowe PWN SA. Warszawa 2015.
[33] Halbiniak J. Ćwiąkała M., Zasady projektowania betonów w zależności od składu . Materiały Budowlane, 451, 2010.
[34] Bobrowski A., Gawlicki M., Cement-Metody badań. Wybrane kierunki stosowania. Wydawnictwo AGH. Kraków 2015.
[35] http://www.androimpex.pl/superplastyfikator-fm-150.html dostęp 31.07.2017
[36] Graur z., Gawlicki M., Wpływ stałych paliw alternatywnych na pracę instalacji piecowej wytwarzającej klinkier portlandzki i na właściwości cementów powszechnego użytku . Materiały ceramiczne, 68, 2, 120-124, 2016.
Wykaz norm
PN-EN 197-1:2012
prEN 197-1 rev
PN-EN 196-1:2006
PN-EN 197-1:2012
PN-EN 196-3:2016-12
PN-EN 934-2+A1:2012
PN-EN 480-11:2000
PN-B-06250:1988
PN-EN 206+A1:2016-12
PN-EN 197-1:2012
PN-EN 206:2014
PN-EN 12620:2004
EN 12350-2
EN 12350-4
EN 12350-5
EN 12350-7
EN 12350-8
PN-88/B-06250
PN-EN 196-6:2011
PN-EN 196-1:2006
PN-EN 480-11:2008